
Achieving High-Quality Tooth-by-Tooth Hardening of Large Gears with Induction Heating

In the manufacturing industry, large gears play a critical role in various applications such as heavy machinery, wind turbines, and industrial equipment. To ensure their durability and performance, it is essential to apply a hardening process to the gear teeth. One of the most effective methods for achieving tooth-by-tooth hardening in large gears is through induction heating.
 Induction heating
Induction heating is a process that utilizes electromagnetic induction to heat the surface of the gear teeth rapidly. By applying a high-frequency alternating current to a coil, a magnetic field is generated, which induces eddy currents in the gear tooth surface. These eddy currents create localized heating, allowing for precise and controlled hardening of each individual tooth.
Tooth-by-tooth hardening using induction heating offers several advantages over other hardening methods. Firstly, it ensures uniform hardness distribution across the gear teeth, resulting in improved wear resistance and load-carrying capacity. This is particularly crucial for large gears that are subjected to heavy loads and harsh operating conditions.
Secondly, induction heating enables selective hardening, meaning only the gear teeth are heated, while the rest of the gear remains relatively unaffected. This minimizes the risk of distortion or warping, which can occur with other heat treatment methods that involve heating the entire gear. The precise control over the heating process allows for targeted hardening, resulting in a high-quality, dimensionally stable gear.
 Induction hardening
Induction hardening of small-, medium, and large-size gears is done using a tooth-by-tooth technique or encircling method. Depending on the gear size, required hardness pattern and geometry, gears are induction hardened by encircling the whole gear with a coil (so-called “spin hardening of gears”), or for larger gears, heating them “tooth-by-tooth”, where a more precise hardening result can be achieved, although the process is much slower.
Tooth-by-Tooth Hardening of large gears
The tooth-by-tooth method can be done in two alternative techniques:
“tip-by-tip” applies a single-shot heating mode or scanning mode, an inductor encircles a body of a single tooth. This method is rarely used because it does not provide the required fatigue and impact strength.
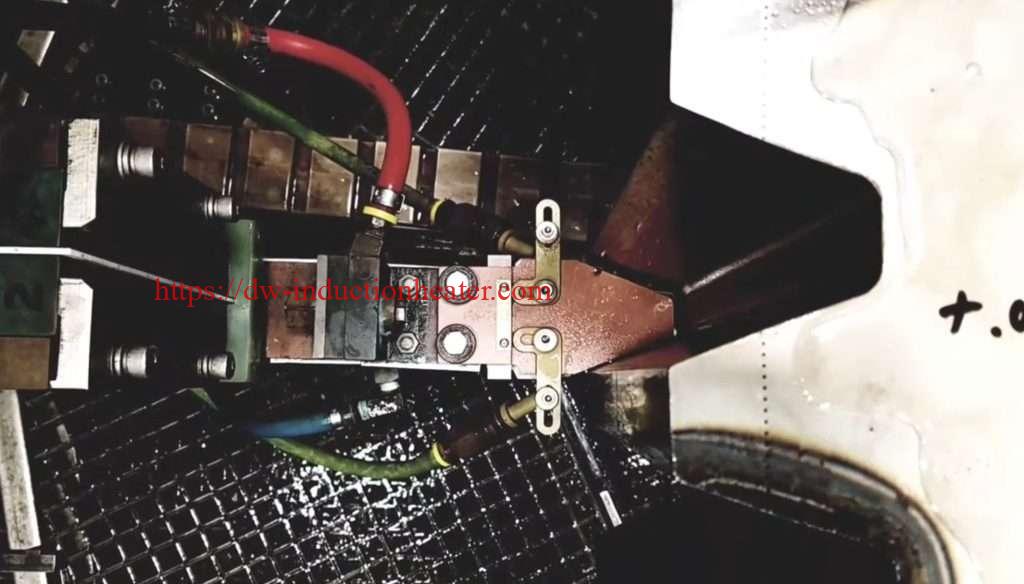
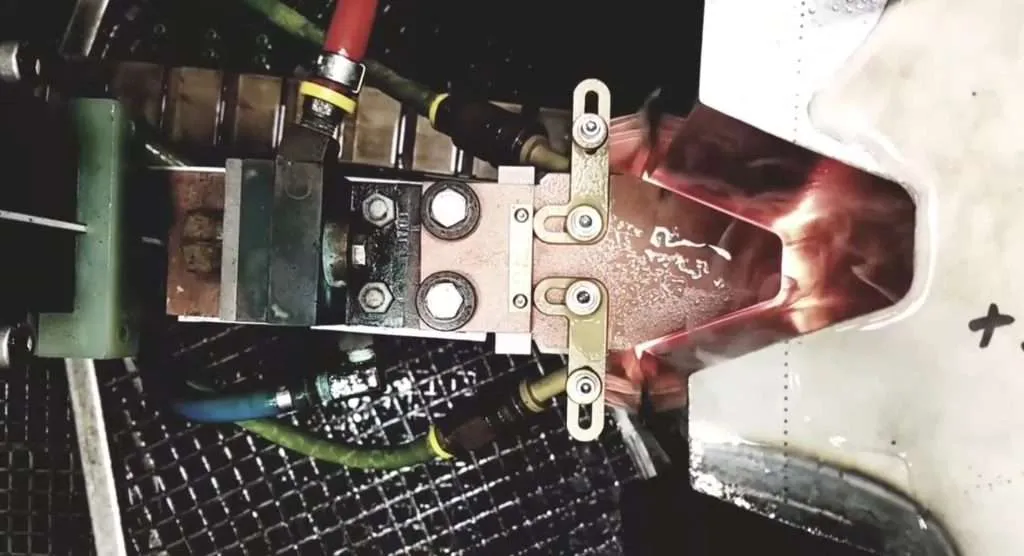
A more popular “gap-by-gap” hardening technique applies only a scanning mode. It requires the inductor to be symmetrically located between two flanks of adjacent teeth. Inductor scanning rates are typically within 6mm/sec to 9mm/sec.

There are two scanning techniques used:
- the inductor is stationary and the gear is moveable
- the gear is stationary and the inductor is moveable (more popular when hardening large-size gears)
The induction hardening Inductor
 Inductor geometry depends upon the shape of the teeth and the required hardness pattern. Inductors can be designed to heat only the root and/or flank of the tooth, leaving the tip and tooth core soft, tough, and ductile.
Inductor geometry depends upon the shape of the teeth and the required hardness pattern. Inductors can be designed to heat only the root and/or flank of the tooth, leaving the tip and tooth core soft, tough, and ductile.
Simulation helps prevent overheating
When developing tooth-by-tooth gear hardening processes, particular attention should be paid to electromagnetic end/edge effects and the ability to provide the required pattern in the gear end areas.
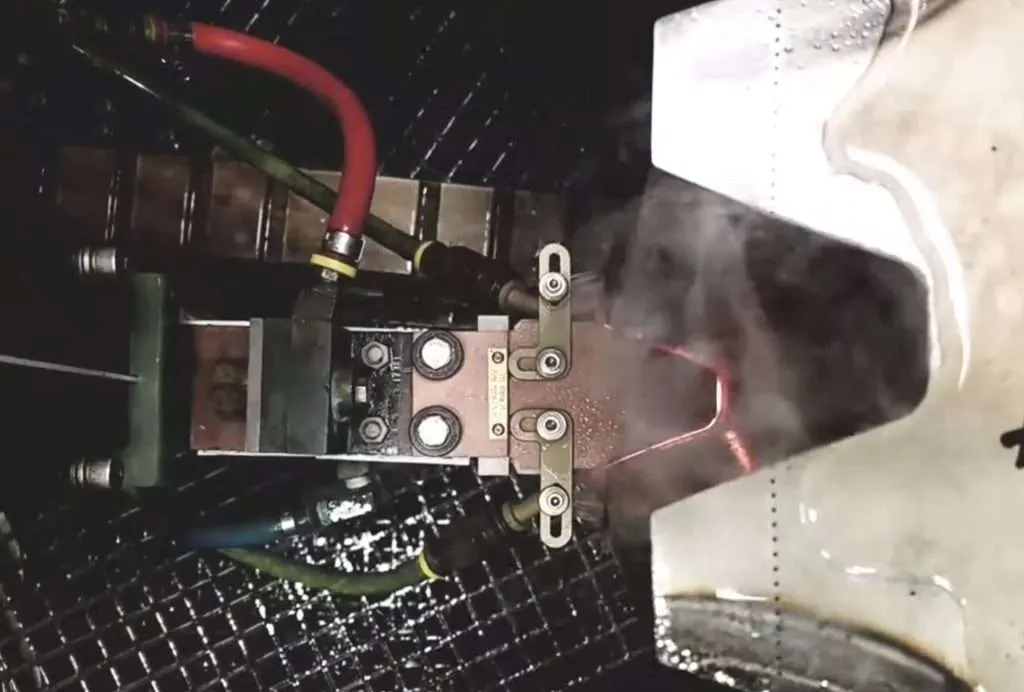
Upon scanning a gear tooth, the temperature is distributed within gear roots and flanks quite uniformly. At the same time, since the eddy current makes a return path through the flank and, particularly through the tooth tip, proper care should be taken to prevent overheating the tooth tip regions, in particular at the beginning and at the end of the scan hardening. A simulation can help to prevent these unwanted effects before developing the process.
Simulation example
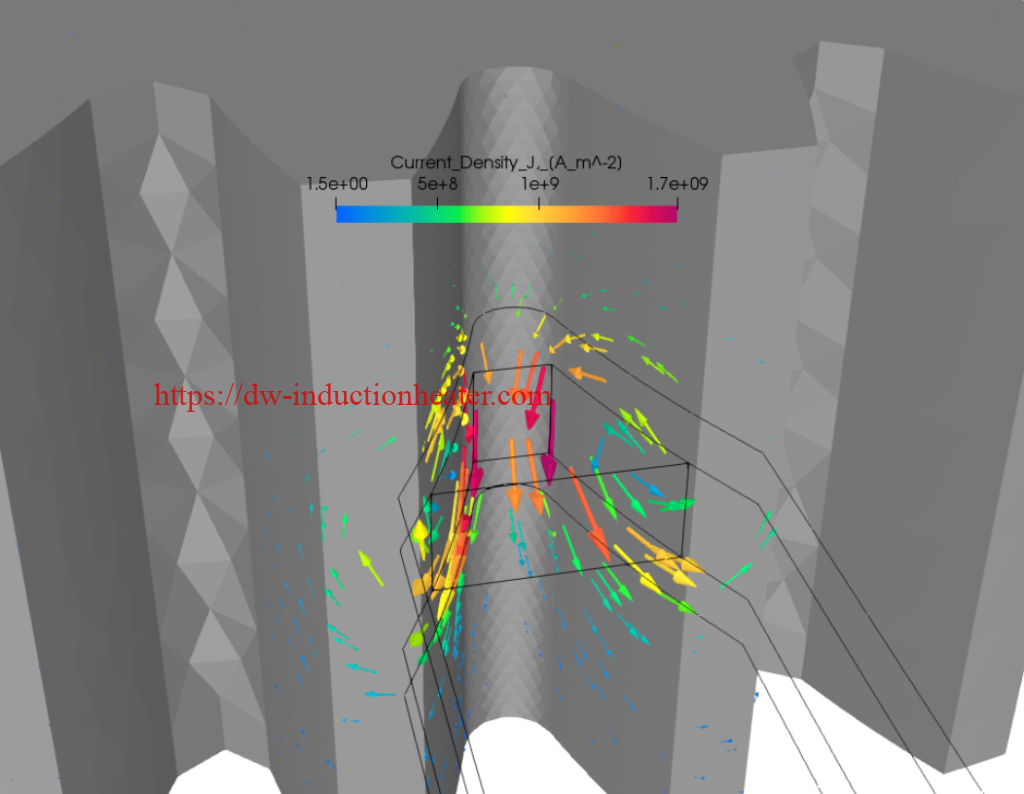
Scanning tooth by tooth gear hardening case at 12 kHz.
Spray cooling is also simulated but not visible in the result images. A cooling effect is applied to the top and side faces of the two teeth, as well as moving the cooling zone following the inductor.
3D Hardened profile in grey color:

2D Hardened profile vertical slice: CENOS allows you to easily visualize how the hardened profile becomes deeper if the power is not decreased or switched off near the end of the gear. 
Current density on gear:

Additionally, induction heating offers rapid heating and cooling rates, reducing the overall processing time compared to conventional methods. This is particularly advantageous for large gears, as it helps to improve production efficiency and reduce costs.
To achieve tooth-by-tooth hardening of large gears using induction heating, specialized equipment is required. The induction heating system typically consists of a power supply, a coil or inductor, and a cooling system. The gear is positioned in the coil, and the power supply is activated to generate the required heat. The process parameters, such as power, frequency, and heating time, are carefully controlled to achieve the desired hardness profile.
In conclusion, tooth-by-tooth hardening of large gears using induction heating is a highly effective and efficient method. It ensures uniform hardness distribution, selective hardening, and rapid processing times, resulting in high-quality, durable gears. If you are involved in the manufacturing of large gears, considering the implementation of induction heating for tooth-by-tooth hardening can significantly enhance the performance and longevity of your products.
 https://dw-inductionheater.com/tooth-by-tooth-induction-scanning-hardening-teeth-of-large-gear.html?feed_id=231094&_unique_id=65669bca7d2f4
https://dw-inductionheater.com/tooth-by-tooth-induction-scanning-hardening-teeth-of-large-gear.html?feed_id=231094&_unique_id=65669bca7d2f4

 In today's fast-paced and demanding work environment, stress is a common occurrence for many individuals. Whether it's due to work-related pressures, personal issues, or a combination of both, stress can have a significant impact on an individual's overall well-being and productivity. As a result, finding effective ways to manage and alleviate stress has become increasingly important.
One method that has gained popularity in recent years is induction stress relieving. This technique uses electromagnetic induction to heat metal components to a specific temperature and then slowly cool them down, resulting in the reduction of internal stresses within the material. In this comprehensive guide, we will explore the principles behind induction stress relieving, its applications in various industries, and the benefits it offers for individuals and organizations.
Principles of Induction Stress Relieving
Induction stress relieving is based on the principle of thermal expansion and contraction. When metal components are heated to a specific temperature, their molecules become more mobile, allowing internal stresses to be redistributed and reduced. As the components are slowly cooled down, the molecules return to their original positions in a more relaxed state, resulting in reduced internal stresses.
The process of induction stress relieving involves using an induction heating system to generate an alternating magnetic field around the metal components. This magnetic field induces eddy currents within the material, causing it to heat up rapidly. By controlling the frequency and power of the induction heating system, precise temperatures can be achieved to effectively relieve internal stresses within the metal components.
Applications of Induction Stress Relieving
Induction stress relieving has found widespread applications across various industries due to its effectiveness in reducing internal stresses within metal components. Some common applications include:
- Welded assemblies: Welding processes often introduce significant internal stresses within metal components due to rapid heating and cooling cycles. Induction stress relieving can be used to alleviate these stresses and improve the overall integrity of welded assemblies.
In today's fast-paced and demanding work environment, stress is a common occurrence for many individuals. Whether it's due to work-related pressures, personal issues, or a combination of both, stress can have a significant impact on an individual's overall well-being and productivity. As a result, finding effective ways to manage and alleviate stress has become increasingly important.
One method that has gained popularity in recent years is induction stress relieving. This technique uses electromagnetic induction to heat metal components to a specific temperature and then slowly cool them down, resulting in the reduction of internal stresses within the material. In this comprehensive guide, we will explore the principles behind induction stress relieving, its applications in various industries, and the benefits it offers for individuals and organizations.
Principles of Induction Stress Relieving
Induction stress relieving is based on the principle of thermal expansion and contraction. When metal components are heated to a specific temperature, their molecules become more mobile, allowing internal stresses to be redistributed and reduced. As the components are slowly cooled down, the molecules return to their original positions in a more relaxed state, resulting in reduced internal stresses.
The process of induction stress relieving involves using an induction heating system to generate an alternating magnetic field around the metal components. This magnetic field induces eddy currents within the material, causing it to heat up rapidly. By controlling the frequency and power of the induction heating system, precise temperatures can be achieved to effectively relieve internal stresses within the metal components.
Applications of Induction Stress Relieving
Induction stress relieving has found widespread applications across various industries due to its effectiveness in reducing internal stresses within metal components. Some common applications include:
- Welded assemblies: Welding processes often introduce significant internal stresses within metal components due to rapid heating and cooling cycles. Induction stress relieving can be used to alleviate these stresses and improve the overall integrity of welded assemblies. - Machined parts: Metal parts that undergo machining processes such as milling or turning can develop residual stresses that affect their dimensional stability and performance. Induction stress relieving can help mitigate these issues and improve the quality of machined parts.
- Castings: Casting processes can result in uneven cooling rates within metal castings, leading to internal stresses that affect their mechanical properties. Induction stress relieving can help homogenize these stresses and improve the overall quality of castings.
- Heat-treated components: Heat treatment processes such as quenching or tempering can introduce residual stresses within metal components. Induction stress relieving can be used as a post-treatment step to reduce these residual stresses and improve the overall stability of heat-treated components.
Benefits of Induction Stress Relieving
The use of induction stress relieving offers several key benefits for individuals and organizations:
- Improved mechanical properties: By reducing internal stresses within metal components, induction stress relieving can improve their mechanical properties such as strength, ductility, and fatigue resistance.
- Enhanced dimensional stability: Internal stresses within metal components can lead to dimensional instability over time. Induction stress relieving helps mitigate these issues by promoting dimensional stability and reducing distortion.
- Increased product reliability: Components that undergo induction stress relieving are less prone to premature failure due to reduced internal stresses, resulting in increased product reliability and longevity.
- Improved performance: Induction stress relieving can help improve the performance of components by reducing internal stresses, which can lead to better dimensional stability and overall performance.
- Cost savings: By reducing the likelihood of premature failure and the need for frequent repairs or replacements, induction stress relieving can result in cost savings for manufacturers and end users.
- Enhanced safety: Components that undergo induction stress relieving are less likely to fail unexpectedly, which can enhance overall safety in various applications.
- Better quality control: Induction stress relieving can help manufacturers maintain better quality control by ensuring that components are free from excessive internal stresses that could compromise their performance or reliability.
Mastering Induction Stress Relieving for Improved Product Performance
Induction stress relieving is a crucial process in the manufacturing industry that can significantly improve the performance of products. By subjecting metal components to controlled heating and cooling cycles, induction stress relieving helps to reduce internal stresses and improve the overall stability and durability of the product.
To master induction stress relieving for improved product performance, it is essential to understand the principles behind the process and how it can benefit different types of materials and components. Here are some key steps to consider:
1. Understand the Material Properties: Different materials have unique properties that influence how they respond to stress relieving processes. It's important to have a thorough understanding of the material being used and how it will react to induction heating.
2. Determine Optimal Parameters: The success of induction stress relieving depends on using the right combination of temperature, time, and cooling rates. It's crucial to determine the optimal parameters for each specific application to achieve the desired results.
3. Use Advanced Induction Heating Equipment: Investing in high-quality induction heating equipment is essential for achieving precise control over the stress relieving process. Advanced technology allows for accurate temperature monitoring and uniform heating, resulting in consistent and reliable outcomes.
4. Implement Quality Control Measures: To ensure that induction stress relieving is effectively reducing internal stresses, it's important to implement quality control measures such as non-destructive testing and inspection techniques.
5. Continuously Improve Processes: Mastering induction stress relieving requires a commitment to continuous improvement. By analyzing data, gathering feedback, and making adjustments as needed, manufacturers can refine their processes for optimal results.
By mastering induction stress relieving techniques, manufacturers can enhance product performance by reducing distortion, improving dimensional stability, and increasing resistance to fatigue and corrosion. This ultimately leads to higher-quality products with improved reliability and longevity in service.
In conclusion, mastering induction stress relieving is essential for achieving improved product performance in manufacturing. By understanding material properties, determining optimal parameters, using advanced equipment, implementing quality control measures, and continuously improving processes, manufacturers can harness the full potential of this critical heat treatment technique.
- Machined parts: Metal parts that undergo machining processes such as milling or turning can develop residual stresses that affect their dimensional stability and performance. Induction stress relieving can help mitigate these issues and improve the quality of machined parts.
- Castings: Casting processes can result in uneven cooling rates within metal castings, leading to internal stresses that affect their mechanical properties. Induction stress relieving can help homogenize these stresses and improve the overall quality of castings.
- Heat-treated components: Heat treatment processes such as quenching or tempering can introduce residual stresses within metal components. Induction stress relieving can be used as a post-treatment step to reduce these residual stresses and improve the overall stability of heat-treated components.
Benefits of Induction Stress Relieving
The use of induction stress relieving offers several key benefits for individuals and organizations:
- Improved mechanical properties: By reducing internal stresses within metal components, induction stress relieving can improve their mechanical properties such as strength, ductility, and fatigue resistance.
- Enhanced dimensional stability: Internal stresses within metal components can lead to dimensional instability over time. Induction stress relieving helps mitigate these issues by promoting dimensional stability and reducing distortion.
- Increased product reliability: Components that undergo induction stress relieving are less prone to premature failure due to reduced internal stresses, resulting in increased product reliability and longevity.
- Improved performance: Induction stress relieving can help improve the performance of components by reducing internal stresses, which can lead to better dimensional stability and overall performance.
- Cost savings: By reducing the likelihood of premature failure and the need for frequent repairs or replacements, induction stress relieving can result in cost savings for manufacturers and end users.
- Enhanced safety: Components that undergo induction stress relieving are less likely to fail unexpectedly, which can enhance overall safety in various applications.
- Better quality control: Induction stress relieving can help manufacturers maintain better quality control by ensuring that components are free from excessive internal stresses that could compromise their performance or reliability.
Mastering Induction Stress Relieving for Improved Product Performance
Induction stress relieving is a crucial process in the manufacturing industry that can significantly improve the performance of products. By subjecting metal components to controlled heating and cooling cycles, induction stress relieving helps to reduce internal stresses and improve the overall stability and durability of the product.
To master induction stress relieving for improved product performance, it is essential to understand the principles behind the process and how it can benefit different types of materials and components. Here are some key steps to consider:
1. Understand the Material Properties: Different materials have unique properties that influence how they respond to stress relieving processes. It's important to have a thorough understanding of the material being used and how it will react to induction heating.
2. Determine Optimal Parameters: The success of induction stress relieving depends on using the right combination of temperature, time, and cooling rates. It's crucial to determine the optimal parameters for each specific application to achieve the desired results.
3. Use Advanced Induction Heating Equipment: Investing in high-quality induction heating equipment is essential for achieving precise control over the stress relieving process. Advanced technology allows for accurate temperature monitoring and uniform heating, resulting in consistent and reliable outcomes.
4. Implement Quality Control Measures: To ensure that induction stress relieving is effectively reducing internal stresses, it's important to implement quality control measures such as non-destructive testing and inspection techniques.
5. Continuously Improve Processes: Mastering induction stress relieving requires a commitment to continuous improvement. By analyzing data, gathering feedback, and making adjustments as needed, manufacturers can refine their processes for optimal results.
By mastering induction stress relieving techniques, manufacturers can enhance product performance by reducing distortion, improving dimensional stability, and increasing resistance to fatigue and corrosion. This ultimately leads to higher-quality products with improved reliability and longevity in service.
In conclusion, mastering induction stress relieving is essential for achieving improved product performance in manufacturing. By understanding material properties, determining optimal parameters, using advanced equipment, implementing quality control measures, and continuously improving processes, manufacturers can harness the full potential of this critical heat treatment technique. https://dw-inductionheater.com/induction-stress-relieving-a-comprehensive-guide.html?feed_id=231149&_unique_id=65693e882da81
https://dw-inductionheater.com/induction-stress-relieving-a-comprehensive-guide.html?feed_id=231149&_unique_id=65693e882da81






 What Is Induction Heating?
Induction heating is the process of heating an electrically conducting object (usually a metal) by electromagnetic induction, where eddy currents (also called Foucault currents) are generated within the metal and resistance leads to Joule heating of the metal.Induction heating is a form of non-contact heating,when alternating current flows in the induced coil, varying electromagnetic field is set up around the coil, circulating current(induced, current, eddy current) is generated in the workpiece(conductive material), heat is produced as the eddy current flows against the resitivity of the material.The basic principles of induction heating have been understood and applied to manufacturing since the 1920s. During World War II, the technology developed rapidly to meet urgent wartime requirements for a fast, reliable process to harden metal engine parts. More recently, the focus on lean manufacturing techniques and emphasis on improved quality control have led to a rediscovery of induction technology, along with the development of precisely controlled, all solid state induction power supplies.
[caption id="attachment_143" align="alignright" width="500"]
What Is Induction Heating?
Induction heating is the process of heating an electrically conducting object (usually a metal) by electromagnetic induction, where eddy currents (also called Foucault currents) are generated within the metal and resistance leads to Joule heating of the metal.Induction heating is a form of non-contact heating,when alternating current flows in the induced coil, varying electromagnetic field is set up around the coil, circulating current(induced, current, eddy current) is generated in the workpiece(conductive material), heat is produced as the eddy current flows against the resitivity of the material.The basic principles of induction heating have been understood and applied to manufacturing since the 1920s. During World War II, the technology developed rapidly to meet urgent wartime requirements for a fast, reliable process to harden metal engine parts. More recently, the focus on lean manufacturing techniques and emphasis on improved quality control have led to a rediscovery of induction technology, along with the development of precisely controlled, all solid state induction power supplies.
[caption id="attachment_143" align="alignright" width="500"]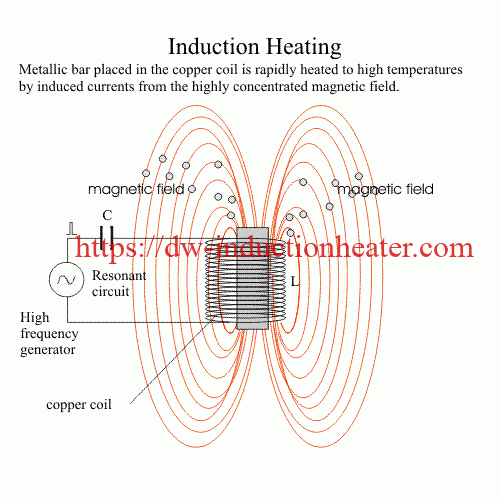
 Annealing Metal Stamp With Induction
Annealing Metal Stamp With Induction



 Induction Brazing Copper Fittings
Induction Brazing Copper Fittings
 Induction Brazing Carbide File
Induction Brazing Carbide File
 High Frequency Induction Brazing Diamond Inserts
High Frequency Induction Brazing Diamond Inserts
 Induction Annealing Copper Wire
Induction Annealing Copper Wire
 Induction Annealing Saw Blades
Induction Annealing Saw Blades
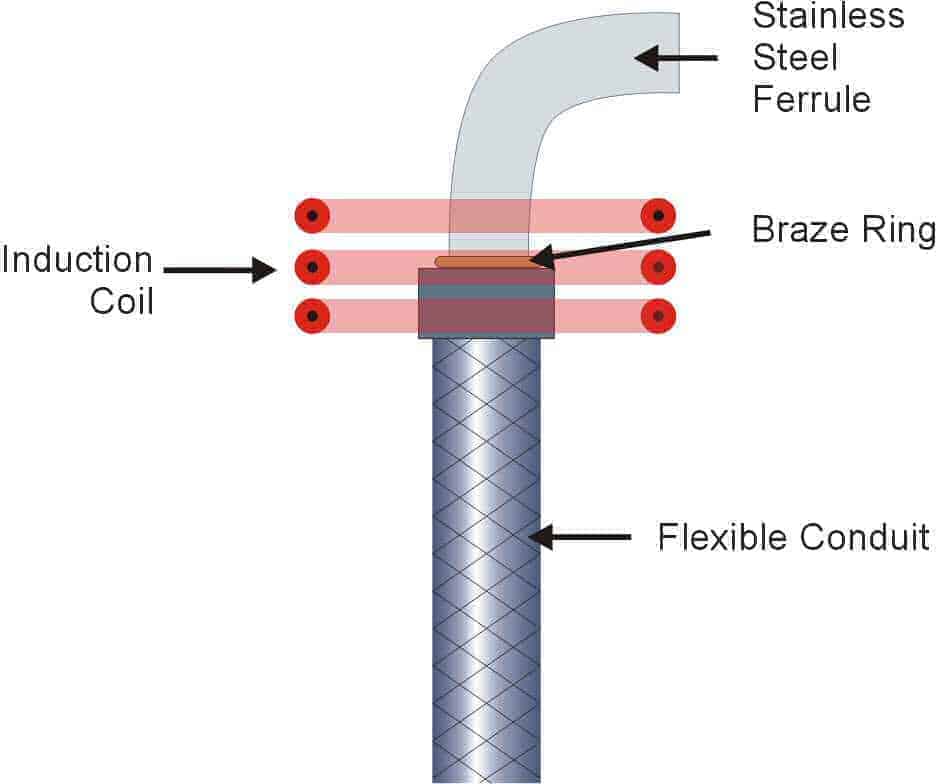 Induction Brazing Steel Pipe
Objective: To heat a stainless steel pipe, ferrule and elbow assembly to 1400°F (760°C) within 20 seconds for brazing.
Material 6"(152.4mm)long x 0.5"(12.7mm) diameter stainless steel conduit, 0.5"(12.7mm) long x 0.5"(12.7mm) diameter ferrule, 2"(50.8mm) elbow with 0.5" (12.7mm) diameter
Temperature 1400°F (760°C)
Frequency 400 kHz
Equipment • DW-UHF-6KW-I induction heating system equipped with a remote workhead • An induction heating coil designed and developed specifically for this application.
Process: A specially designed, three-turn helical coil is used to provide heat to the assembly at the braze joint area. Two small silver solder braze rings are placed at each joint; the joints are coated with black flux to insure that the braze material flows cleanly. The assembly is placed inside the coil and power is applied for 15 seconds to cause the braze to flow.
Results/Benefits: Induction heating provides: • Consistent and repeatable results • No flame process • Faster process time
Induction Brazing Steel Pipe
Objective: To heat a stainless steel pipe, ferrule and elbow assembly to 1400°F (760°C) within 20 seconds for brazing.
Material 6"(152.4mm)long x 0.5"(12.7mm) diameter stainless steel conduit, 0.5"(12.7mm) long x 0.5"(12.7mm) diameter ferrule, 2"(50.8mm) elbow with 0.5" (12.7mm) diameter
Temperature 1400°F (760°C)
Frequency 400 kHz
Equipment • DW-UHF-6KW-I induction heating system equipped with a remote workhead • An induction heating coil designed and developed specifically for this application.
Process: A specially designed, three-turn helical coil is used to provide heat to the assembly at the braze joint area. Two small silver solder braze rings are placed at each joint; the joints are coated with black flux to insure that the braze material flows cleanly. The assembly is placed inside the coil and power is applied for 15 seconds to cause the braze to flow.
Results/Benefits: Induction heating provides: • Consistent and repeatable results • No flame process • Faster process time
 Induction Brazing Steel Tube
Objective: To heat an oil suction assembly (steel tubing and filter cap) to 1,850°F (1010°C) within 15 seconds for a brazing application.
Material 0.125" (3.2mm) diameter steel tube and filter cap assembly, high temperature brazing flux, copper ring.
Temperature 1850°F(1010°C)
Frequency 500 kHz
Equipment • DW-UHF-6KW-I induction heating system equipped with a remote workhead containing 0.66 μF capacitors • An induction heating coil designed and developed specifically for this application.
Process A two-turn, specially-contoured helical induction coil is used to heat the tube assembly near the joint area. A copper ring and high temperature flux are then applied to the joint area. Power is applied for 15 seconds until the braze flows.
Results/Benefits Induction heating provides:
• Easy loading and unloading of parts
• Heat very precise areas within production tolerances
• Hands free heating that involves minimal operator skill for manufacturing
Induction Brazing Steel Tube
Objective: To heat an oil suction assembly (steel tubing and filter cap) to 1,850°F (1010°C) within 15 seconds for a brazing application.
Material 0.125" (3.2mm) diameter steel tube and filter cap assembly, high temperature brazing flux, copper ring.
Temperature 1850°F(1010°C)
Frequency 500 kHz
Equipment • DW-UHF-6KW-I induction heating system equipped with a remote workhead containing 0.66 μF capacitors • An induction heating coil designed and developed specifically for this application.
Process A two-turn, specially-contoured helical induction coil is used to heat the tube assembly near the joint area. A copper ring and high temperature flux are then applied to the joint area. Power is applied for 15 seconds until the braze flows.
Results/Benefits Induction heating provides:
• Easy loading and unloading of parts
• Heat very precise areas within production tolerances
• Hands free heating that involves minimal operator skill for manufacturing
 Brazing Copper Tube with Induction
Objective: To braze a copper tube ( 3/8" OD by 2-4" long) into a 3/8" fitting in less than 10 seconds. Heating must take place in a channel type coil to allow for easy loading of parts.
Material Copper Tubing and Fitting with Braze and Stay Silv White Flux
Temperature 1300°F
Frequency 215 kHz
Equipment DW-UHF-10kw output solid state induction power supply equipped with a standard heat station containing eight 0.33 μF capacitors for a total of 0.66μF, a step down transformer, and a specifically designed induction heating coil.
Process DW-UHF-10kw solid state induction power supply was setup to achieve the following results: · 2.0 kW of power was directly loaded into the copper tube resulting in a heating time of 7.2 seconds to reach the necessary 13000F for brazing.
Results& Processing ease was achieved through the design of a unique channel type coil comprised of three turns of 1/8" copper.
Brazing Copper Tube with Induction
Objective: To braze a copper tube ( 3/8" OD by 2-4" long) into a 3/8" fitting in less than 10 seconds. Heating must take place in a channel type coil to allow for easy loading of parts.
Material Copper Tubing and Fitting with Braze and Stay Silv White Flux
Temperature 1300°F
Frequency 215 kHz
Equipment DW-UHF-10kw output solid state induction power supply equipped with a standard heat station containing eight 0.33 μF capacitors for a total of 0.66μF, a step down transformer, and a specifically designed induction heating coil.
Process DW-UHF-10kw solid state induction power supply was setup to achieve the following results: · 2.0 kW of power was directly loaded into the copper tube resulting in a heating time of 7.2 seconds to reach the necessary 13000F for brazing.
Results& Processing ease was achieved through the design of a unique channel type coil comprised of three turns of 1/8" copper.

