Rotary Furnace For Aluminum Melting and Recycling
Ever wondered how your discarded soda cans transform into shiny new aluminum products? The magic happens in rotary furnaces used for
aluminum melting and recycling. In this article, we’ll dive deep into the workings of rotary furnaces, their role in aluminum recycling, and their environmental impact. By the end, you'll have a comprehensive understanding of how these industrial powerhouses contribute to sustainability and efficiency.
Basics of Rotary Furnaces
-What is a Rotary Furnace?
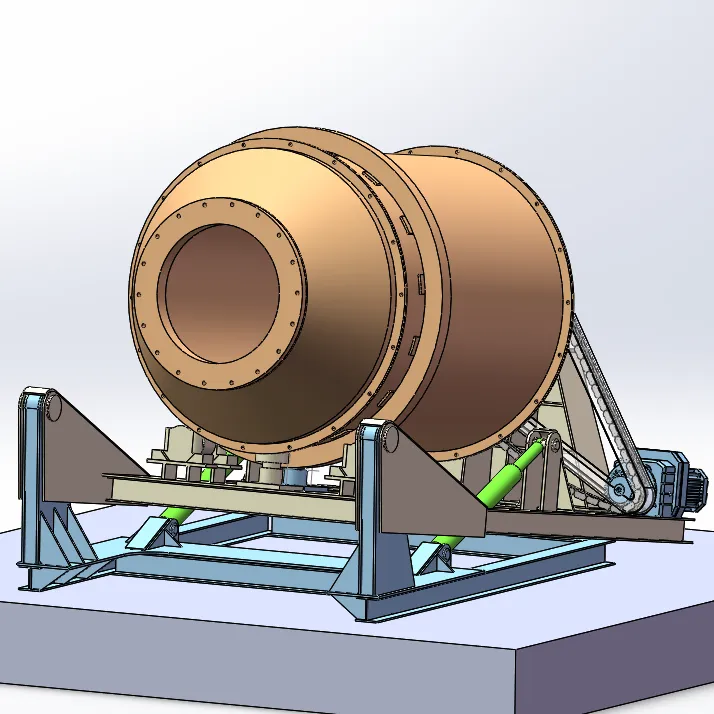
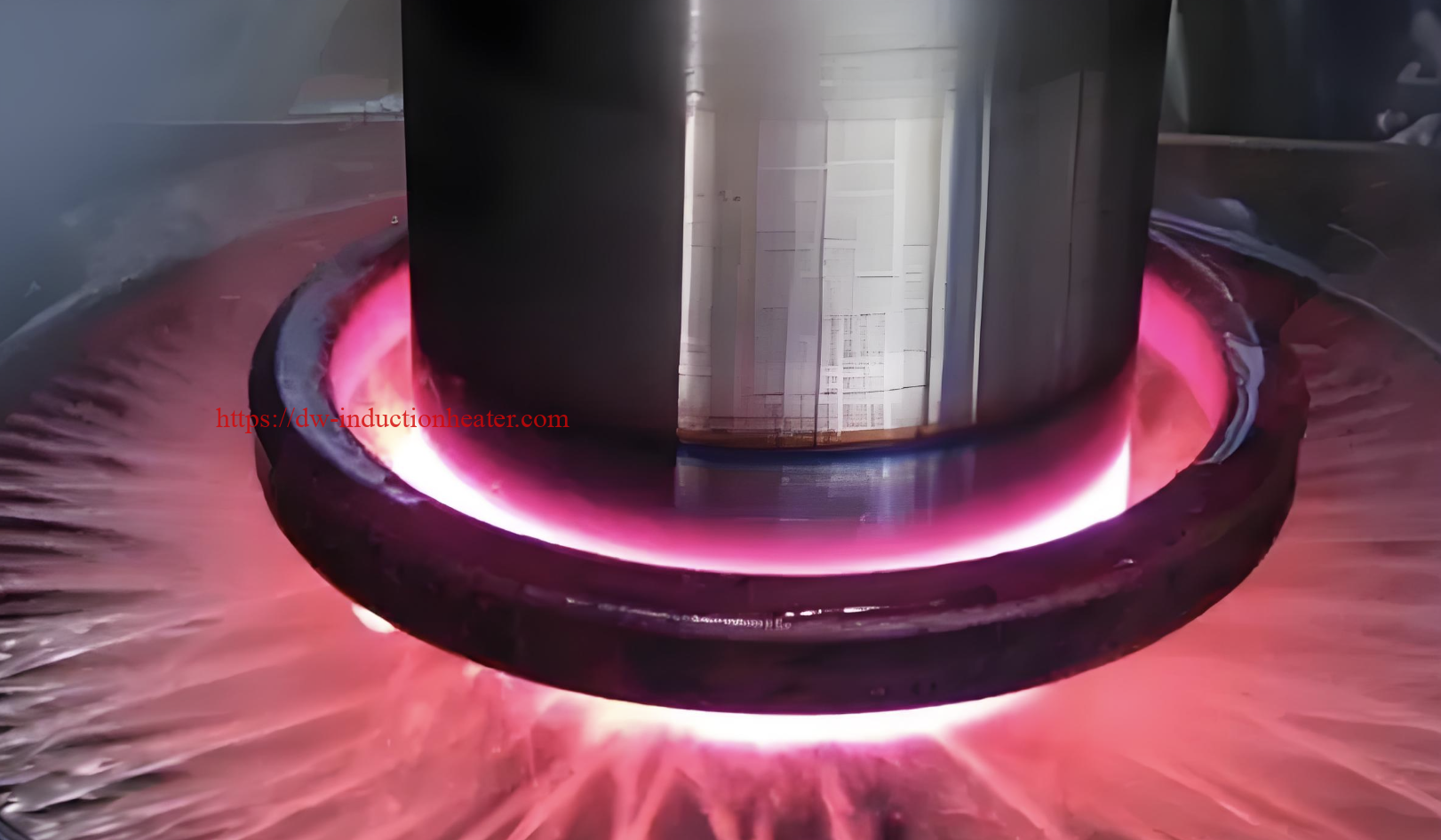
A rotary furnace is a hightemperature processing unit that is used for melting various metals, including aluminum. Its cylindrical shape rotates around a horizontal axis. Imagine a giant, rotating drum that's heated—this motion helps mix the material inside, ensuring even melting and processing.
 -How Rotary Furnaces Work?
-How Rotary Furnaces Work?
So, how does all this rotation help? The rotation ensures that the heat is evenly distributed and that the molten metal is thoroughly mixed. This uniform heating and mixing are critical when dealing with metals like aluminum, which need consistent melting temperatures to ensure quality. These furnaces can be either directfired, where the flame is in direct contact with the metal, or indirectfired, where heat is applied externally. Cool, right?
Aluminum Melting in Rotary Furnaces
-Melting Process Overview
Melting aluminum in a rotary furnace involves loading the aluminum scrap into the furnace, which is then heated to its melting point. The rotating action helps stir the molten metal, creating a homogenous liquid. Once the aluminum is fully melted, it's tapped out from the bottom of the furnace and cast into new forms. This whole process is efficient and significantly reduces energy consumption compared to other methods.
-Advantages of Rotary Furnaces for Melting Aluminum
The perks? For one, rotary furnaces are incredibly efficient. The uniform mixing ensures a highquality melt, which is essential when you're aiming for premium aluminum products. Plus, these furnaces can handle a variety of scrap, from cans to foils, making them versatile. They’re also more environmentally friendly because they reduce the amount of dross (waste material) during the melting process.
Aluminum Recycling and Rotary Furnaces
-Why Aluminum Recycling is Importan
Recycling aluminum is a big deal. Not only does it save 95% of the energy compared to producing new aluminum from raw ore, but it also reduces landfill waste and cuts down on greenhouse gas emissions. Essentially, recycling is a winwin for both the economy and the environment.
-Role of Rotary Furnaces in Recycling
Rotary furnaces are the unsung heroes in the aluminum recycling process. They efficiently melt down aluminum scrap and convert it into reusable material. Because of their design, rotary furnaces can process a large amount of scrap quickly and efficiently, which is crucial in keeping up with the high demand for recycled aluminum.
Efficiency and Environmental Impact
Efficiency is key. Rotary furnaces not only speed up the recycling process but also use less fuel and produce fewer emissions compared to traditional furnaces. This efficiency translates into a smaller carbon footprint and less environmental degradation. Plus, improved automation and control systems mean less human error and better overall performance.
Types of Rotary Furnaces
DirectFired Rotary Furnaces
Directfired rotary furnaces have the flame directly touching the metal. This method is quick and efficient but requires careful control to avoid overheating. It’s like cooking on a stovetop—direct heat for fast results but needs constant attention.
IndirectFired Rotary Furnaces
In contrast, indirectfired furnaces use an external heat source. The metal doesn’t come into direct contact with the flame, resulting in a slower but more controlled melting process. Think of it as an ovenbaked approach—steady heat for even cooking, er, melting.

Planning for a Rotary Furnace Setup
Installation Considerations
Planning to set up a rotary furnace? First, consider the location. You’ll need a space that can handle the furnace's size and provide adequate ventilation. Then, think about electrical and fuel supply. Ensuring you have the necessary utilities set up can save a lot of headaches down the line.
Safety Measures
Safety is nonnegotiable. Make sure to have proper training for operators and install safety measures like emergency shutoff systems and regular maintenance schedules. Think of it as wearing a seatbelt—essential for protection in case something goes wrong.
Operating a Rotary Furnace
-Operational Tips
Smooth operation comes down to routine. Regularly check the furnace's temperature controls and ensure proper loading and unloading techniques. It's like maintaining a car—keep an eye on the little things, and the big things will run smoothly.
-Common Challenges and Solutions
Every system has its hiccups. With rotary furnaces, common issues include irregular heating and mechanical wear. The solution? Regular maintenance and timely repairs. Being proactive can prevent small problems from becoming big ones.
Maintenance of Rotary Furnaces
-Routine Maintenance Tasks
Routine checks are your best friend. Inspect the furnace lining, monitor temperature gauges, and keep the rotating parts welllubricated. Regular cleaning to remove buildup can also extend the furnace's lifespan.
-Troubleshooting Common Issues
Facing issues? For uneven heating, check the burners and ensure they are functioning correctly. For mechanical wear, look into the bearings and rotating parts—they often need timely replacements to avoid more significant issues.
Future of Rotary Furnaces in Aluminum Recycling
-Technological Advancements
The future looks bright! Innovations like advanced control systems and automated processes are set to make rotary furnaces even more efficient and userfriendly. Imagine furnaces that can selfdiagnose issues and adjust operations for optimal performance—it’s not far off.
-Trends to Watch
Keep an eye on trends like ecofriendly designs and smart technology integration. Enhanced recycling capabilities and reduced emissions are the industry's next big things, ensuring a sustainable future for aluminum recycling.
Conclusion
The next time you recycle an aluminum can, picture the incredible journey it takes through a rotary furnace. These machines are at the forefront of metal recycling, making significant contributions to environmental sustainability and industrial efficiency. With advancements on the horizon, the role of rotary furnaces is only going to become more pivotal. So, keep recycling and appreciate the technology that makes it all possible!

FAQs
- What is a rotary furnace used for in aluminum recycling?
A
rotary furnace melts down aluminum scrap for recycling. Its rotating action ensures even melting and superior efficiency.
- How does a rotary furnace differ from a traditional furnace?
A rotary furnace rotates, ensuring uniform heat distribution and mixing, which is more efficient than the static design of traditional furnaces.
- Are rotary furnaces environmentally friendly?
Yes, they are. They use less fuel, produce fewer emissions, and help recycle aluminum, significantly reducing environmental impact.
- What are common issues faced when operating rotary furnaces?
Typical problems include irregular heating and mechanical wear. Regular maintenance can mitigate these issues.
- What advancements are expected in the future for rotary furnaces?
Future advancements include better automation, ecofriendly designs, and smart technology for improved efficiency and lower emissions.
 https://dw-inductionheater.com/product/rotary-furnace-for-aluminum-melting-and-recycling?feed_id=253885&_unique_id=669b8e1c1dc2d
https://dw-inductionheater.com/product/rotary-furnace-for-aluminum-melting-and-recycling?feed_id=253885&_unique_id=669b8e1c1dc2d



 Temperature Control
Effective temperature management is vital for maintaining the material properties of zinc alloys.
Homogeneous Melting
The rotary action guarantees uniform heat distribution, a critical factor for high-quality zinc alloy melts.
Temperature Control
Effective temperature management is vital for maintaining the material properties of zinc alloys.
Homogeneous Melting
The rotary action guarantees uniform heat distribution, a critical factor for high-quality zinc alloy melts.
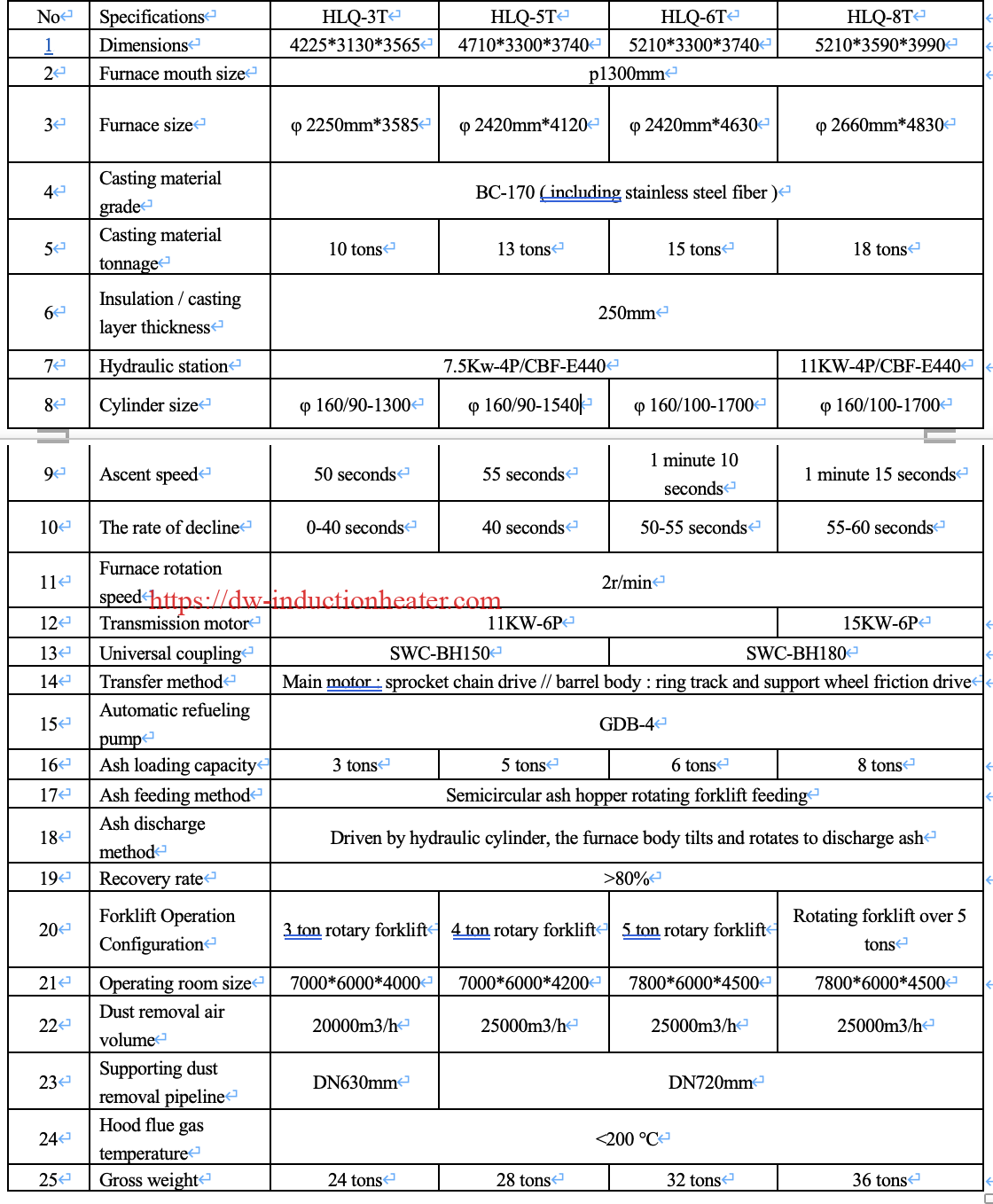
 Capacity and Scale
Foundries must match furnace capacity with their production needs to avoid bottlenecks and ensure efficient workflows.
Capacity and Scale
Foundries must match furnace capacity with their production needs to avoid bottlenecks and ensure efficient workflows.
 Ensuring reliable and safe connections to power and fuel sources is necessary for operational efficiency.
Operational Testing
Thorough testing post-installation guarantees that all systems function correctly and safely before full-scale operations commence.
Safety Measures and Compliance
Safety is a significant concern in high-temperature operations involving heavy machinery.
Operator Training
Comprehensive training programs for operators ensure safe and efficient furnace operations.
Regulatory Standards
Compliance with industry-specific safety and environmental regulations is mandatory to avoid legal repercussions and ensure worker safety.
Ensuring reliable and safe connections to power and fuel sources is necessary for operational efficiency.
Operational Testing
Thorough testing post-installation guarantees that all systems function correctly and safely before full-scale operations commence.
Safety Measures and Compliance
Safety is a significant concern in high-temperature operations involving heavy machinery.
Operator Training
Comprehensive training programs for operators ensure safe and efficient furnace operations.
Regulatory Standards
Compliance with industry-specific safety and environmental regulations is mandatory to avoid legal repercussions and ensure worker safety.









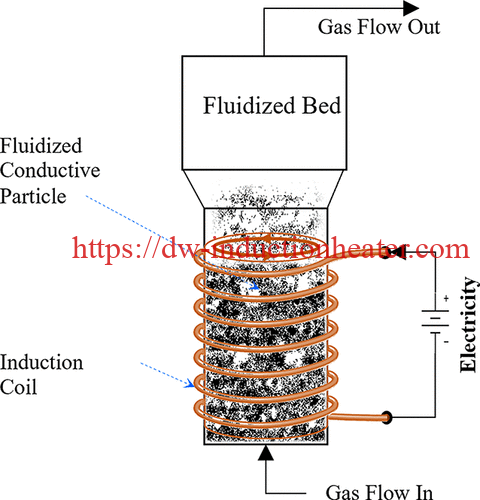
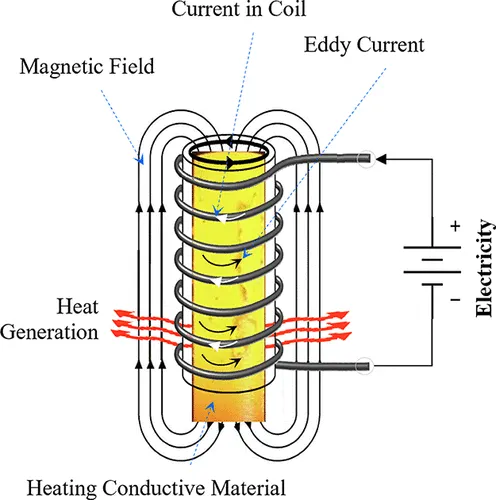
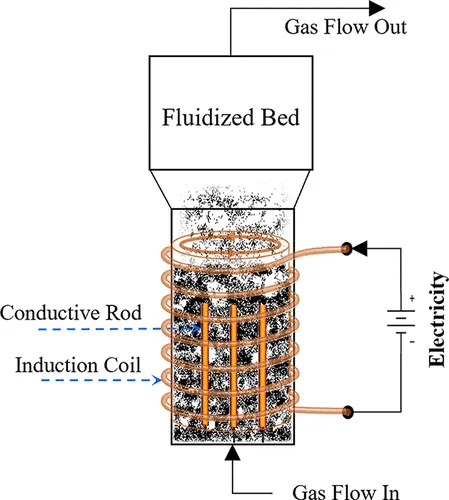
 What Is Induction Heating?
Induction heating is the process of heating an electrically conducting object (usually a metal) by electromagnetic induction, where eddy currents (also called Foucault currents) are generated within the metal and resistance leads to Joule heating of the metal.Induction heating is a form of non-contact heating,when alternating current flows in the induced coil, varying electromagnetic field is set up around the coil, circulating current(induced, current, eddy current) is generated in the workpiece(conductive material), heat is produced as the eddy current flows against the resitivity of the material.The basic principles of induction heating have been understood and applied to manufacturing since the 1920s. During World War II, the technology developed rapidly to meet urgent wartime requirements for a fast, reliable process to harden metal engine parts. More recently, the focus on lean manufacturing techniques and emphasis on improved quality control have led to a rediscovery of induction technology, along with the development of precisely controlled, all solid state induction power supplies.
[caption id="attachment_143" align="alignright" width="500"]
What Is Induction Heating?
Induction heating is the process of heating an electrically conducting object (usually a metal) by electromagnetic induction, where eddy currents (also called Foucault currents) are generated within the metal and resistance leads to Joule heating of the metal.Induction heating is a form of non-contact heating,when alternating current flows in the induced coil, varying electromagnetic field is set up around the coil, circulating current(induced, current, eddy current) is generated in the workpiece(conductive material), heat is produced as the eddy current flows against the resitivity of the material.The basic principles of induction heating have been understood and applied to manufacturing since the 1920s. During World War II, the technology developed rapidly to meet urgent wartime requirements for a fast, reliable process to harden metal engine parts. More recently, the focus on lean manufacturing techniques and emphasis on improved quality control have led to a rediscovery of induction technology, along with the development of precisely controlled, all solid state induction power supplies.
[caption id="attachment_143" align="alignright" width="500"]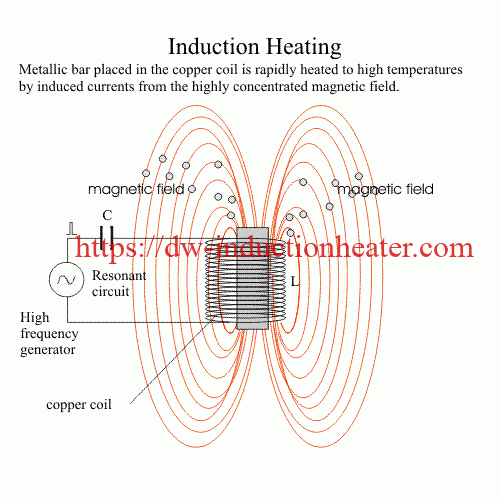
 Annealing Metal Stamp With Induction
Annealing Metal Stamp With Induction



 Induction Brazing Copper Fittings
Induction Brazing Copper Fittings
 Induction Brazing Carbide File
Induction Brazing Carbide File
 High Frequency Induction Brazing Diamond Inserts
High Frequency Induction Brazing Diamond Inserts
 Induction Annealing Copper Wire
Induction Annealing Copper Wire
 Induction Annealing Saw Blades
Induction Annealing Saw Blades
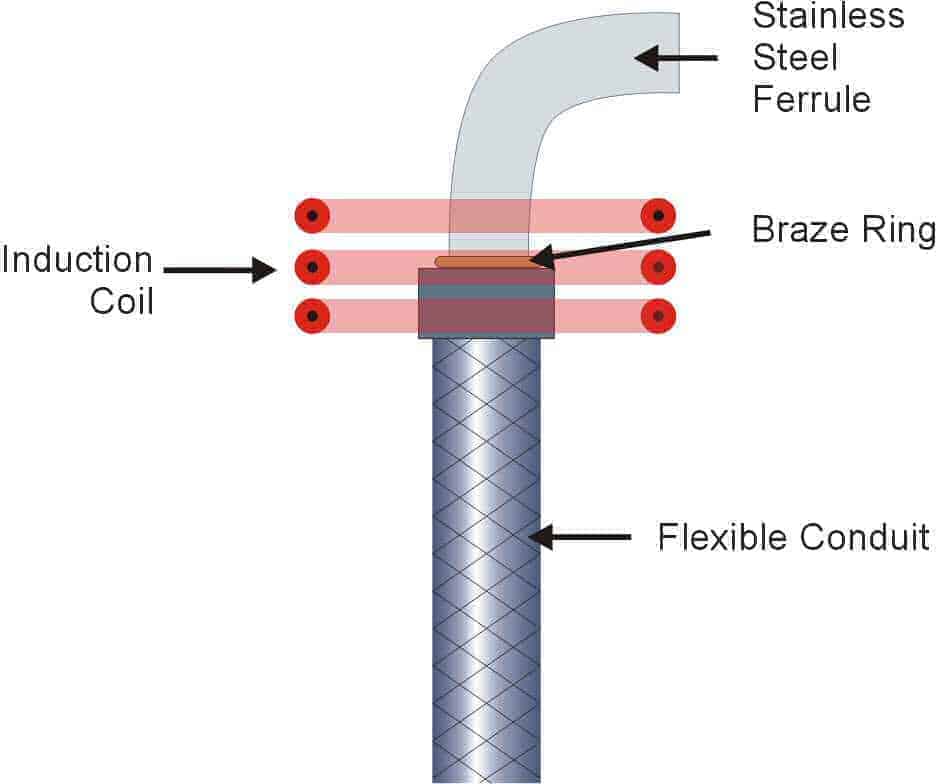 Induction Brazing Steel Pipe
Objective: To heat a stainless steel pipe, ferrule and elbow assembly to 1400°F (760°C) within 20 seconds for brazing.
Material 6"(152.4mm)long x 0.5"(12.7mm) diameter stainless steel conduit, 0.5"(12.7mm) long x 0.5"(12.7mm) diameter ferrule, 2"(50.8mm) elbow with 0.5" (12.7mm) diameter
Temperature 1400°F (760°C)
Frequency 400 kHz
Equipment • DW-UHF-6KW-I induction heating system equipped with a remote workhead • An induction heating coil designed and developed specifically for this application.
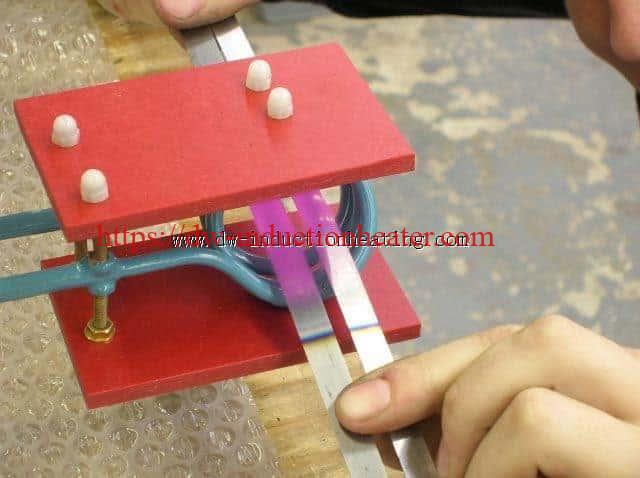
Process: A specially designed, three-turn helical coil is used to provide heat to the assembly at the braze joint area. Two small silver solder braze rings are placed at each joint; the joints are coated with black flux to insure that the braze material flows cleanly. The assembly is placed inside the coil and power is applied for 15 seconds to cause the braze to flow.
Results/Benefits: Induction heating provides: • Consistent and repeatable results • No flame process • Faster process time
Induction Brazing Steel Pipe
Objective: To heat a stainless steel pipe, ferrule and elbow assembly to 1400°F (760°C) within 20 seconds for brazing.
Material 6"(152.4mm)long x 0.5"(12.7mm) diameter stainless steel conduit, 0.5"(12.7mm) long x 0.5"(12.7mm) diameter ferrule, 2"(50.8mm) elbow with 0.5" (12.7mm) diameter
Temperature 1400°F (760°C)
Frequency 400 kHz
Equipment • DW-UHF-6KW-I induction heating system equipped with a remote workhead • An induction heating coil designed and developed specifically for this application.
Process: A specially designed, three-turn helical coil is used to provide heat to the assembly at the braze joint area. Two small silver solder braze rings are placed at each joint; the joints are coated with black flux to insure that the braze material flows cleanly. The assembly is placed inside the coil and power is applied for 15 seconds to cause the braze to flow.
Results/Benefits: Induction heating provides: • Consistent and repeatable results • No flame process • Faster process time