 What Is Induction Melting?
Induction melting is a process where metal is melted into liquid form in an induction furnace's crucible. The molten metal is then poured from the crucible, usually into a cast.
What are the benefits?
Induction melting is extremely fast, clean and uniform. When correctly performed, induction melting is so clean that it is possible to skip the purification stage necessary with other methods. The uniform heat induced in the metal also contributes to a high-quality end result. DaWei Induction melting furnace have advanced ergonomic features. They not only make workplaces safer, they increase productivity by making the melting process faster and more comfortable. Where is it used? DaWei Induction melting systems are used in foundries, universities, laboratories and research centers. The systems melt everything from ferrous and non-ferrous metals to nuclear material and medical/dental alloys.
What equipment/furnace is available?
DaWei Induction Heating Machine Co offers many different induction furnace ranges to suit a wide variety of melting needs: single-axis tiltpour, dual-axis tilt-pour, moving coil, rollover and laboratory.
https://dw-inductionheater.com/what-is-induction-melting.html?feed_id=252154&_unique_id=668202adc2912
What Is Induction Melting?
Induction melting is a process where metal is melted into liquid form in an induction furnace's crucible. The molten metal is then poured from the crucible, usually into a cast.
What are the benefits?
Induction melting is extremely fast, clean and uniform. When correctly performed, induction melting is so clean that it is possible to skip the purification stage necessary with other methods. The uniform heat induced in the metal also contributes to a high-quality end result. DaWei Induction melting furnace have advanced ergonomic features. They not only make workplaces safer, they increase productivity by making the melting process faster and more comfortable. Where is it used? DaWei Induction melting systems are used in foundries, universities, laboratories and research centers. The systems melt everything from ferrous and non-ferrous metals to nuclear material and medical/dental alloys.
What equipment/furnace is available?
DaWei Induction Heating Machine Co offers many different induction furnace ranges to suit a wide variety of melting needs: single-axis tiltpour, dual-axis tilt-pour, moving coil, rollover and laboratory.
https://dw-inductionheater.com/what-is-induction-melting.html?feed_id=252154&_unique_id=668202adc2912
2024年6月30日星期日
What Is Induction Melting?
What Is Induction Melting?
Induction melting is a process where metal is melted into liquid form in an induction furnace's crucible. The molten metal is then poured from the crucible, usually into a cast.
What are the benefits?
Induction melting is extremely fast, clean and uniform. When correctly performed, induction melting is so clean that it is possible to skip the purification stage necessary with other methods. The uniform heat induced in the metal also contributes to a high-quality end result. DaWei Induction melting furnace have advanced ergonomic features. They not only make workplaces safer, they increase productivity by making the melting process faster and more comfortable. Where is it used? DaWei Induction melting systems are used in foundries, universities, laboratories and research centers. The systems melt everything from ferrous and non-ferrous metals to nuclear material and medical/dental alloys.
What equipment/furnace is available?
DaWei Induction Heating Machine Co offers many different induction furnace ranges to suit a wide variety of melting needs: single-axis tiltpour, dual-axis tilt-pour, moving coil, rollover and laboratory.
https://dw-inductionheater.com/what-is-induction-melting.html?feed_id=252154&_unique_id=668202adc2912
what is induction forging?
 what is induction forging?
Induction forging uses induction to heat metal parts before they are shaped, or 'deformed' by presses or hammers.
What are the benefits?
Induction forging has several key advantages over furnace forging. The speed and controllability of induction ensures high throughput. Induction also minimizes oxidation and helps maintain metallurgical integrity. And since induction delivers precise, localized heat, it saves energy. The consistency and repeatability of induction make it ideal for integrating into automated production lines.
Where is it used?
Induction forging is widely used in the metal and foundry industries to heat billets, bars and bar ends. Metals commonly forged with DaWei Induction Heating systems include aluminum, brass, copper, steel and stainless steel.
What equipment is available?
Three families of DaWei Induction heating equipment can be used for forging applications: DW-MF series, KGPS series. However, DW-MF induction forging furnace includes various models that are specially designed for high-output forging of billets, bars, handlebars, bar ends, bolts and pre-formed components.
https://dw-inductionheater.com/what-is-induction-forging.html?feed_id=252086&_unique_id=66814b8ea1275
what is induction forging?
Induction forging uses induction to heat metal parts before they are shaped, or 'deformed' by presses or hammers.
What are the benefits?
Induction forging has several key advantages over furnace forging. The speed and controllability of induction ensures high throughput. Induction also minimizes oxidation and helps maintain metallurgical integrity. And since induction delivers precise, localized heat, it saves energy. The consistency and repeatability of induction make it ideal for integrating into automated production lines.
Where is it used?
Induction forging is widely used in the metal and foundry industries to heat billets, bars and bar ends. Metals commonly forged with DaWei Induction Heating systems include aluminum, brass, copper, steel and stainless steel.
What equipment is available?
Three families of DaWei Induction heating equipment can be used for forging applications: DW-MF series, KGPS series. However, DW-MF induction forging furnace includes various models that are specially designed for high-output forging of billets, bars, handlebars, bar ends, bolts and pre-formed components.
https://dw-inductionheater.com/what-is-induction-forging.html?feed_id=252086&_unique_id=66814b8ea1275
2024年6月29日星期六
Induction Brazing Aluminum Pipes
 Induction Brazing Aluminum Pipes
Objective: Brazing two aluminum pipes simultaneously to an aluminum evaporator core
Material 2 aluminum pipes 0.72" (18.3mm) diameter, evaporator core 9.88" x 10.48" x 1.5" thick (251mm x 266.3mm x 38mm), braze rings
Temperature 610 ºF (321 ºC)
Frequency 250 kHz
Equipment • DW-UHF-20KW induction heating system, equipped with a remote workhead containing two 1.5μF capacitors for a total of 0.75μF • An induction heating coil designed and developed specifically for this application.
Process A four turn helical pancake coil is used to heat the 2 pipes simultaneously. Three braze rings are placed on each joint and power is applied for 90-100 seconds to create a leak proof joint on both pipes. Narrative • Customer is requiring a 40 seconds heat time for both brazes. In order to meet this requirement 3 units will be utilized to braze 2 joints each for a total of 6 joints in 90-100 seconds. The customer is currently using a flame process which can burn away the thin flange at the joint area and create scrap parts. By switching to induction for this application the customer is decreasing their scrap parts and also increasing their quality and production rate.
Results/Benefits Induction heating provides:
• Repeatable leak free joints
• Increased part quality, less scrap
• Hands-free heating that involves no operator skill for manufacturing
• Even distribution of heating
https://dw-inductionheater.com/induction-brazing-aluminum-pipes.html?feed_id=252018&_unique_id=668094ca1f03f
Induction Brazing Aluminum Pipes
Objective: Brazing two aluminum pipes simultaneously to an aluminum evaporator core
Material 2 aluminum pipes 0.72" (18.3mm) diameter, evaporator core 9.88" x 10.48" x 1.5" thick (251mm x 266.3mm x 38mm), braze rings
Temperature 610 ºF (321 ºC)
Frequency 250 kHz
Equipment • DW-UHF-20KW induction heating system, equipped with a remote workhead containing two 1.5μF capacitors for a total of 0.75μF • An induction heating coil designed and developed specifically for this application.
Process A four turn helical pancake coil is used to heat the 2 pipes simultaneously. Three braze rings are placed on each joint and power is applied for 90-100 seconds to create a leak proof joint on both pipes. Narrative • Customer is requiring a 40 seconds heat time for both brazes. In order to meet this requirement 3 units will be utilized to braze 2 joints each for a total of 6 joints in 90-100 seconds. The customer is currently using a flame process which can burn away the thin flange at the joint area and create scrap parts. By switching to induction for this application the customer is decreasing their scrap parts and also increasing their quality and production rate.
Results/Benefits Induction heating provides:
• Repeatable leak free joints
• Increased part quality, less scrap
• Hands-free heating that involves no operator skill for manufacturing
• Even distribution of heating
https://dw-inductionheater.com/induction-brazing-aluminum-pipes.html?feed_id=252018&_unique_id=668094ca1f03f
Brazing Aluminum to Copper Tubes with Induction
 Brazing Aluminum to Copper Tubes with Induction
Objective: To heat an aluminum manifold to 1050 ºF (566 ºC) for a brazing application:
Material :
Brazing Aluminum to Copper Tubes with Induction
Objective: To heat an aluminum manifold to 1050 ºF (566 ºC) for a brazing application:
Material :
- Cu tubes (3/4"/19mm)
- Cu tubes (5/8"/15.8mm)
- AI tubes (3/8"/9.5mm)
- AI manifold (5/8"/15.8mm)
- AI manifold (3/4"/19mm)
- Lucas-Milhaupt Handy One alloy 30-832
- Braze wire
- A two-turn oval helical induction heating coil designed and developed specifically for the aluminum assembly
- A five-turn helical induction heating coil designed and developed specifically for brazing the Cu tubes to AI joint assembly
- The client wanted more precise and repeatable heating than a torch could deliver, which induction was able to achieve .
- Temperature control: Induction allows for superior temperature control when compared to other methods, including a torch, which the client desired
2024年6月28日星期五
Brazing Aluminum Pipes Assembly With Induction
 Brazing Aluminum Pipes Assembly With Induction
Objective: Braze an aluminum assembly to 968 ºF (520 ºC) within 20 seconds
Material : Customer supplied 1.33" (33.8 mm) O.D. aluminum tube and aluminum mating part ,Aluminum braze alloy
Temperature: 968 ºF (520 ºC)
Frequency 50 kHz
Equipment: DW-HF-35KW,30-80 kHz induction heating system equipped with a remote heat station containing one 53 μF capacitor A two-position helical induction heating coil designed and developed specifically for this application.
Process: Braze material was applied between the tubing and the mating part. The assembly was placed inside the coil and heated for approximately 40 seconds. With a two-position coil, two parts can be heated simultaneously, which means one part would be completed every 15-20 seconds. Braze material was stick fed, which created a good joint. The heating time with two parts being heated simultaneously meets the client's objective, and represents a significant improvement in regards to speed over using a torch.
Results/Benefits
Brazing Aluminum Pipes Assembly With Induction
Objective: Braze an aluminum assembly to 968 ºF (520 ºC) within 20 seconds
Material : Customer supplied 1.33" (33.8 mm) O.D. aluminum tube and aluminum mating part ,Aluminum braze alloy
Temperature: 968 ºF (520 ºC)
Frequency 50 kHz
Equipment: DW-HF-35KW,30-80 kHz induction heating system equipped with a remote heat station containing one 53 μF capacitor A two-position helical induction heating coil designed and developed specifically for this application.
Process: Braze material was applied between the tubing and the mating part. The assembly was placed inside the coil and heated for approximately 40 seconds. With a two-position coil, two parts can be heated simultaneously, which means one part would be completed every 15-20 seconds. Braze material was stick fed, which created a good joint. The heating time with two parts being heated simultaneously meets the client's objective, and represents a significant improvement in regards to speed over using a torch.
Results/Benefits
- Speed: The recommended approach cut their heating time in half when compared to using a torch
- Part quality: Induction heating is a repeatable method with more consistency than a torch can generally deliver
- Safety: Induction heating is a clean, precise method that does not involve an open flame like a torch, which results in a safer work environment
Induction Aluminum Brazing Process
 Induction Aluminum Brazing Process
Induction aluminum brazing is becoming more and more common in industry. A typical example is brazing various pipes to an automotive heat exchanger body. Aluminum requires a lot of energy to heat using induction and its thermal conductivity is 60% compared to copper. Coil design and time for the heat to flow is critical in a successful induction brazing process for aluminum parts. Recent advances in lower temperature aluminum braze materials have allowed induction to effectively replace flame and furnace heating in high volume brazing of aluminum assemblies.
Successful Induction brazing of aluminum parts requires the correct braze filler material for the aluminum alloy used in the parts and the correct flux for the braze alloy. Braze filler manufacturers have their own proprietary aluminum braze alloys and flux materials that work with their alloys.
https://dw-inductionheater.com/induction-aluminum-brazing-process.html?feed_id=251814&_unique_id=667e70353f5d3
Induction Aluminum Brazing Process
Induction aluminum brazing is becoming more and more common in industry. A typical example is brazing various pipes to an automotive heat exchanger body. Aluminum requires a lot of energy to heat using induction and its thermal conductivity is 60% compared to copper. Coil design and time for the heat to flow is critical in a successful induction brazing process for aluminum parts. Recent advances in lower temperature aluminum braze materials have allowed induction to effectively replace flame and furnace heating in high volume brazing of aluminum assemblies.
Successful Induction brazing of aluminum parts requires the correct braze filler material for the aluminum alloy used in the parts and the correct flux for the braze alloy. Braze filler manufacturers have their own proprietary aluminum braze alloys and flux materials that work with their alloys.
https://dw-inductionheater.com/induction-aluminum-brazing-process.html?feed_id=251814&_unique_id=667e70353f5d3
2024年6月27日星期四
What Is Induction Heating Coil&Inductor?
 What is induction heating coil & inductor?
The varying magnetic field required for induction heating is developed in the induction heating coil via the flow of AC (alternating current) in the coil. The coil can be made in many shapes and sizes to custom fit a specific application. The coils can range from tiny coils made of copper tubing used for precise heating of extremely small parts in applications such as soldering and ferrule heating to large coil assemblies of copper tubing used in applications such as strip metal heating and pipe heating.
What is the importance of the induction heating coil (inductor)?
The induction coil design is one of the most important aspects of an induction heating system. The coil is a custom design to give your work piece or part the proper heating pattern, maximize efficiency of the induction heating power supply’s load matching system, and to accomplish these tasks while still permitting ease of loading and unloading your part.
https://dw-inductionheater.com/what-is-induction-heating-coil-inductor.html?feed_id=251746&_unique_id=667db9912459d
What is induction heating coil & inductor?
The varying magnetic field required for induction heating is developed in the induction heating coil via the flow of AC (alternating current) in the coil. The coil can be made in many shapes and sizes to custom fit a specific application. The coils can range from tiny coils made of copper tubing used for precise heating of extremely small parts in applications such as soldering and ferrule heating to large coil assemblies of copper tubing used in applications such as strip metal heating and pipe heating.
What is the importance of the induction heating coil (inductor)?
The induction coil design is one of the most important aspects of an induction heating system. The coil is a custom design to give your work piece or part the proper heating pattern, maximize efficiency of the induction heating power supply’s load matching system, and to accomplish these tasks while still permitting ease of loading and unloading your part.
https://dw-inductionheater.com/what-is-induction-heating-coil-inductor.html?feed_id=251746&_unique_id=667db9912459d
2024年6月26日星期三
Brazing Carbide To Steel With Induction
 Brazing Carbide To Steel With Induction
Objective: Braze carbide rotary file assemblies with uniform concentricity in an aerospace application
Material :
• Carbide blank
• High speed steel shank
• Temperature indicating paint
• Braze shim and black flux
Temperature 1400°F (760°C)
Frequency 252 kHz
Equipment DW-UHF-10kw induction heating system, equipped with a remote heat station containing two 0.33 μF capacitors (total 0.66 μF) An induction heating coil designed and developed specifically for this application.
Process A multi-turn helical coil is used. The part is heated to determine the time required to reach the desired temperature and required heat pattern. It takes approximately 30 - 45 seconds to reach 1400°F (760°C) depending on the various part sizes. Flux is applied to the entire part. A braze shim is sandwiched between the steel shank and carbide. Induction heating power is applied until the braze flows. With proper fixturing, concentricity of the part can be achieved.
Results/Benefits • Repeatable, consistent precise heat.
https://dw-inductionheater.com/brazing-carbide-to-steel-with-induction.html?feed_id=251678&_unique_id=667d02fb8f6ce
Brazing Carbide To Steel With Induction
Objective: Braze carbide rotary file assemblies with uniform concentricity in an aerospace application
Material :
• Carbide blank
• High speed steel shank
• Temperature indicating paint
• Braze shim and black flux
Temperature 1400°F (760°C)
Frequency 252 kHz
Equipment DW-UHF-10kw induction heating system, equipped with a remote heat station containing two 0.33 μF capacitors (total 0.66 μF) An induction heating coil designed and developed specifically for this application.
Process A multi-turn helical coil is used. The part is heated to determine the time required to reach the desired temperature and required heat pattern. It takes approximately 30 - 45 seconds to reach 1400°F (760°C) depending on the various part sizes. Flux is applied to the entire part. A braze shim is sandwiched between the steel shank and carbide. Induction heating power is applied until the braze flows. With proper fixturing, concentricity of the part can be achieved.
Results/Benefits • Repeatable, consistent precise heat.
https://dw-inductionheater.com/brazing-carbide-to-steel-with-induction.html?feed_id=251678&_unique_id=667d02fb8f6ce
Brazing Brass to Aluminum with Induction
 Brazing Brass to Aluminum with Induction
Objective: Copper 'tees' and 'ells' are to be brazed to the aluminum body of a refrigeration valve
Material customer's valve copper fittings braze
Temperature 2550 ºF (1400°C)
Frequency 360 kHz
Equipment DW-UHF-10KW induction heating system including a workhead containing two 1.5μF capacitors (total 0.75μF) and a three-turn helical coil
Process The valve is placed inside the coil and RF power is applied until the part is heated to the required temperature and the braze is seen to flow into the joint. Two tube sizes were run using the same induction system settings with differing cycle times.
Results/Benefits • energy is applied only to the zone to be heated • heating of the joint/braze is uniform and repeatable
https://dw-inductionheater.com/brazing-brass-to-aluminum-with-induction.html?feed_id=251610&_unique_id=667c4c29db306
Brazing Brass to Aluminum with Induction
Objective: Copper 'tees' and 'ells' are to be brazed to the aluminum body of a refrigeration valve
Material customer's valve copper fittings braze
Temperature 2550 ºF (1400°C)
Frequency 360 kHz
Equipment DW-UHF-10KW induction heating system including a workhead containing two 1.5μF capacitors (total 0.75μF) and a three-turn helical coil
Process The valve is placed inside the coil and RF power is applied until the part is heated to the required temperature and the braze is seen to flow into the joint. Two tube sizes were run using the same induction system settings with differing cycle times.
Results/Benefits • energy is applied only to the zone to be heated • heating of the joint/braze is uniform and repeatable
https://dw-inductionheater.com/brazing-brass-to-aluminum-with-induction.html?feed_id=251610&_unique_id=667c4c29db306
2024年6月25日星期二
Brazing Carbide Tool Tips With Induction
 Brazing Carbide Tool Tips With Induction
Objective: Attaching carbide cutters to a steel meat cutter impeller
Material carbide blocks; steel shank fitting
Temperature 1400 °F (760 °C)
Frequency 300 kHz
Equipment DW-UHF-30KW induction heating systems including: Induction heating coil Workhead: two-cap 1.0μF (Total 0.5 μF) Process The entire part is placed in a five-turn helical coil, the power is applied until the part is heated to the required temperature and a uniform heat pattern is achieved. The coil allows for easy fixturing and uniformity of heating between the carbide and the steel shank for a premium braze joint.
Results/Benefits
Precision: Due to the size of the induction coil, the process allows for precise placement of the carbides on the steel shanks
Economy: Power is consumed only during the heat cycle
Repeatability: joint quality is maintained in this repeatable process
https://dw-inductionheater.com/brazing-carbide-tool-tips-with-induction.html?feed_id=251542&_unique_id=667b95093f9fb
Brazing Carbide Tool Tips With Induction
Objective: Attaching carbide cutters to a steel meat cutter impeller
Material carbide blocks; steel shank fitting
Temperature 1400 °F (760 °C)
Frequency 300 kHz
Equipment DW-UHF-30KW induction heating systems including: Induction heating coil Workhead: two-cap 1.0μF (Total 0.5 μF) Process The entire part is placed in a five-turn helical coil, the power is applied until the part is heated to the required temperature and a uniform heat pattern is achieved. The coil allows for easy fixturing and uniformity of heating between the carbide and the steel shank for a premium braze joint.
Results/Benefits
Precision: Due to the size of the induction coil, the process allows for precise placement of the carbides on the steel shanks
Economy: Power is consumed only during the heat cycle
Repeatability: joint quality is maintained in this repeatable process
https://dw-inductionheater.com/brazing-carbide-tool-tips-with-induction.html?feed_id=251542&_unique_id=667b95093f9fb
Reducing Heavy Oil Viscosity and Enhancing Fluidity With Induction Heating

Electromagnetic Transformation: Reducing Heavy Oil Viscosity and Enhancing Fluidity With Induction Heating
-
Introduction
-
Fundamentals of Induction Heating
-
Challenges of Heavy Oil Viscosity

-
Mechanism of Viscosity Reduction through Induction Heating
Induction heating effectively reduces the viscosity of heavy oil through direct and localized heating, which increases the temperature of the oil and decreases its viscosity. The process involves the generation of heat through electromagnetic induction, which in turn influences the molecular dynamics and rheological properties of the oil. Induction Heating Process Placement of Induction Coils: The first step in the induction heating process involves the strategic placement of induction coils. These coils can be installed within the wellbore or around the pipeline carrying the heavy oil. The placement is crucial to ensure that the electromagnetic field generated by the coils effectively interacts with the oil to induce the desired heating effect. Generation of Eddy Currents: When alternating current (AC) flows through the induction coil, it creates a rapidly changing magnetic field around the coil. This alternating magnetic field penetrates the conductive material of the heavy oil. As a result, eddy currents are induced within the oil. These currents circulate within the oil and are responsible for generating heat due to electrical resistance. Heat Production: The heat generated by the eddy currents is a result of the Joule effect, where electrical energy is converted into thermal energy. As the eddy currents flow through the oil, they encounter resistance, which produces heat. This localized heating raises the temperature of the oil, effectively reducing its viscosity. Molecular Dynamics and Thermal Effects Increased Molecular Kinetic Energy: The heat produced by the induction process raises the kinetic energy of the oil molecules. As the temperature increases, the molecules gain more energy and move more freely. This increased molecular motion reduces the internal friction within the oil, making it less viscous. Weakening of Intermolecular Forces: Heavy oil contains large hydrocarbon molecules with strong intermolecular forces, such as van der Waals forces and hydrogen bonding, which contribute to its high viscosity. As the temperature rises, these intermolecular forces weaken, allowing the molecules to move past each other more easily. This reduction in intermolecular forces is a key factor in lowering the viscosity of the oil. Enhanced Fluidity: The combination of increased molecular kinetic energy and weakened intermolecular forces results in enhanced fluidity of the heavy oil. The oil becomes more mobile and easier to pump and transport through pipelines. This improved flow characteristic is essential for efficient extraction and transportation. Changes in Rheological Properties Viscosity Reduction: One of the most significant changes in the rheological properties of heavy oil due to induction heating is the reduction in viscosity. As the temperature of the oil increases, its viscosity decreases significantly. This change can be quantitatively measured using rheometers or viscometers, and the relationship between temperature and viscosity can be plotted to understand the effectiveness of the induction heating process. Improved Flow: The reduction in viscosity translates to improved flow characteristics of the heavy oil. Enhanced fluidity means that the oil can be more easily mobilized within the reservoir, leading to better extraction rates. In pipelines, the reduced viscosity minimizes frictional losses, allowing for smoother and more efficient transportation of the oil.
By understanding the mechanism of viscosity reduction through induction heating, it becomes evident how this technology can revolutionize the extraction and transportation of heavy oil. The direct and localized heating provided by induction heating offers a highly efficient and controlled method to address the challenges posed by high-viscosity heavy oil, making it a valuable tool in the oil industry's efforts to optimize production and reduce operational costs.
Improved Flow: The reduction in viscosity translates to improved flow characteristics of the heavy oil. Enhanced fluidity means that the oil can be more easily mobilized within the reservoir, leading to better extraction rates. In pipelines, the reduced viscosity minimizes frictional losses, allowing for smoother and more efficient transportation of the oil.
By understanding the mechanism of viscosity reduction through induction heating, it becomes evident how this technology can revolutionize the extraction and transportation of heavy oil. The direct and localized heating provided by induction heating offers a highly efficient and controlled method to address the challenges posed by high-viscosity heavy oil, making it a valuable tool in the oil industry's efforts to optimize production and reduce operational costs. -
Experimental Studies and Results
Results and Analysis:
- Temperature-Velocity Correlation: A clear correlation was observed between the increase in temperature and the decrease in viscosity. - Optimal Heating Parameters: Specific frequencies and power levels were identified as optimal for reducing viscosity without causing thermal degradation of the oil. - Case Studies: Field applications in locations such as Canada’s oil sands demonstrated practical effectiveness, with significant improvements in extraction rates and cost reductions.-
Advantages of Induction Heating for Heavy Oil
-
Applications in the Oil Industry
Induction heating offers several advantages in the oil industry, particularly in enhancing oil recovery processes, achieving practical successes in field applications, and integrating with existing extraction infrastructure. This section delves into how induction heating is being applied in various contexts to optimize oil extraction and transportation. Enhanced Oil Recovery (EOR) Techniques Enhanced Oil Recovery (EOR) methods are designed to increase the amount of crude oil that can be extracted from an oil field. Induction heating has shown significant promise in improving the efficiency and effectiveness of various EOR techniques. Steam-Assisted Gravity Drainage (SAGD): Steam-Assisted Gravity Drainage (SAGD) is a widely used EOR technique, particularly in the extraction of bitumen from oil sands. In SAGD, steam is injected into the reservoir to reduce the viscosity of the bitumen, allowing it to flow more easily to a production well. Induction heating can be used to preheat the reservoir, which enhances the efficiency of the SAGD process. By raising the initial temperature of the bitumen, induction heating reduces the amount of steam required, thereby lowering operational costs and improving overall energy efficiency. Additionally, preheating the reservoir with induction can shorten the startup time for the SAGD process, leading to faster production rates. Cyclic Steam Stimulation (CSS): Cyclic Steam Stimulation (CSS), also known as the "huff and puff" method, involves injecting steam into a well, allowing it to soak, and then producing the heated oil. The cyclic nature of CSS can benefit significantly from the integration of induction heating. By combining CSS with induction heating, the oil's mobility and extraction rates can be further enhanced. The heat generated by induction can be precisely controlled and applied where needed, ensuring uniform heating of the oil and reducing the thermal stress on the reservoir. This approach not only improves the efficiency of CSS but also extends the life of the wells and maximizes oil recovery. Field Applications and Success Stories The practical application of induction heating in the field has yielded impressive results, demonstrating its potential to revolutionize oil extraction processes. Canada’s Oil Sands: Canada’s oil sands are one of the largest reserves of bitumen, and the extraction of this heavy oil poses significant challenges due to its high viscosity. The successful deployment of induction heating in Canada’s oil sands has led to improved recovery rates and reduced costs. In pilot projects, induction heating has been used to preheat bitumen reservoirs, enhancing the effectiveness of traditional EOR techniques like SAGD and CSS. These projects have reported increased production rates, lower steam-to-oil ratios, and reduced greenhouse gas emissions. The success in Canada’s oil sands serves as a testament to the viability of induction heating in large-scale heavy oil extraction. Venezuela’s Orinoco Belt: The Orinoco Belt in Venezuela contains some of the most viscous heavy oil reserves in the world. Induction heating has been employed to enhance the extraction of this highly viscous oil, demonstrating significant benefits. Field applications in the Orinoco Belt have shown that induction heating can effectively reduce the viscosity of the heavy oil, making it more fluid and easier to extract. This has led to improved production rates and a more cost-effective extraction process. The ability to target specific areas of the reservoir with induction heating has also minimized environmental impact and reduced the need for extensive infrastructure modifications. Integration with Existing Extraction Processes One of the key advantages of induction heating is its compatibility with existing extraction processes and infrastructure, making it a versatile and scalable solution for the oil industry. Compatibility: Induction heating can be seamlessly integrated with existing extraction infrastructure, providing a straightforward addition to current operations. The technology can be implemented in both new and existing wells, allowing operators to enhance oil recovery without the need for significant modifications. The adaptability of induction heating systems means they can be tailored to fit various well configurations and reservoir conditions. This compatibility ensures that the benefits of induction heating can be realized with minimal disruption to ongoing operations. Scalability: The technology is scalable, making it suitable for both small and large-scale operations. Induction heating systems can be designed to meet the specific needs of different oil fields, from small pilot projects to extensive commercial operations. The scalability of induction heating allows for incremental implementation, enabling operators to start with smaller installations and expand as needed based on performance and results. This flexibility makes induction heating an attractive option for a wide range of applications, from enhancing production in mature fields to developing new heavy oil reserves. In summary, the applications of induction heating in the oil industry are vast and varied. By improving the efficiency of EOR techniques, achieving practical success in field applications, and seamlessly integrating with existing infrastructure, induction heating is poised to play a crucial role in the future of oil extraction. The technology’s ability to reduce viscosity, enhance fluidity, and optimize production processes offers significant economic and environmental benefits, making it a valuable tool for the industry.
-
Future Prospects and Innovations
 Challenges and Solutions for Wider Adoption:
- Technical Challenges: Addressing issues such as equipment durability and performance in harsh environments.
- Economic Factors: Reducing costs and demonstrating clear economic benefits to encourage wider adoption.
Challenges and Solutions for Wider Adoption:
- Technical Challenges: Addressing issues such as equipment durability and performance in harsh environments.
- Economic Factors: Reducing costs and demonstrating clear economic benefits to encourage wider adoption.
-
Conclusion
Brazing Brass To Copper With Induction
 Brazing Brass To Copper With Induction
Objective: To braze brass end-connectors to copper tubes used in aircraft assembly air lines Material brass end connectors, copper tubes of different diameters
Temperature 1400 ºF 750°C
Frequency 350 kHz
Equipment DW-UHF-4.5KW induction heating system, including a three turn helical induction coil using two 0.33μF capacitors (total 0.66μF)
Process For smaller diameter parts, flux is applied to the entire part and the copper tube to brass joint is assembled using brazing preforms (allowing for the same amount of braze in each joint). The assembly is placed in the coil and heated for 20-30 seconds reaching a temperature of 1400°F. For larger copper tube assemblies, the same process is used, but the braze alloy is stick-fed to the joint to prevent the alloy from flowing out of the joint. A foot switch control is recommended to enable better control of the process.
Results/Benefits
Economy: Power is consumed during the heating only
Consistency: the results of braze joints are repeatable and uniform
https://dw-inductionheater.com/brazing-brass-to-copper-with-induction.html?feed_id=251408&_unique_id=667ade3ae905e
Brazing Brass To Copper With Induction
Objective: To braze brass end-connectors to copper tubes used in aircraft assembly air lines Material brass end connectors, copper tubes of different diameters
Temperature 1400 ºF 750°C
Frequency 350 kHz
Equipment DW-UHF-4.5KW induction heating system, including a three turn helical induction coil using two 0.33μF capacitors (total 0.66μF)
Process For smaller diameter parts, flux is applied to the entire part and the copper tube to brass joint is assembled using brazing preforms (allowing for the same amount of braze in each joint). The assembly is placed in the coil and heated for 20-30 seconds reaching a temperature of 1400°F. For larger copper tube assemblies, the same process is used, but the braze alloy is stick-fed to the joint to prevent the alloy from flowing out of the joint. A foot switch control is recommended to enable better control of the process.
Results/Benefits
Economy: Power is consumed during the heating only
Consistency: the results of braze joints are repeatable and uniform
https://dw-inductionheater.com/brazing-brass-to-copper-with-induction.html?feed_id=251408&_unique_id=667ade3ae905e
Reducing Heavy Oil Viscosity and Enhancing Fluidity With Induction Heating
Electromagnetic Transformation: Reducing Heavy Oil Viscosity and Enhancing Fluidity With Induction Heating
-
Introduction
-
Fundamentals of Induction Heating
-
Challenges of Heavy Oil Viscosity
-
Mechanism of Viscosity Reduction through Induction Heating
Induction heating effectively reduces the viscosity of heavy oil through direct and localized heating, which increases the temperature of the oil and decreases its viscosity. The process involves the generation of heat through electromagnetic induction, which in turn influences the molecular dynamics and rheological properties of the oil. Induction Heating Process Placement of Induction Coils: The first step in the induction heating process involves the strategic placement of induction coils. These coils can be installed within the wellbore or around the pipeline carrying the heavy oil. The placement is crucial to ensure that the electromagnetic field generated by the coils effectively interacts with the oil to induce the desired heating effect. Generation of Eddy Currents: When alternating current (AC) flows through the induction coil, it creates a rapidly changing magnetic field around the coil. This alternating magnetic field penetrates the conductive material of the heavy oil. As a result, eddy currents are induced within the oil. These currents circulate within the oil and are responsible for generating heat due to electrical resistance. Heat Production: The heat generated by the eddy currents is a result of the Joule effect, where electrical energy is converted into thermal energy. As the eddy currents flow through the oil, they encounter resistance, which produces heat. This localized heating raises the temperature of the oil, effectively reducing its viscosity. Molecular Dynamics and Thermal Effects Increased Molecular Kinetic Energy: The heat produced by the induction process raises the kinetic energy of the oil molecules. As the temperature increases, the molecules gain more energy and move more freely. This increased molecular motion reduces the internal friction within the oil, making it less viscous. Weakening of Intermolecular Forces: Heavy oil contains large hydrocarbon molecules with strong intermolecular forces, such as van der Waals forces and hydrogen bonding, which contribute to its high viscosity. As the temperature rises, these intermolecular forces weaken, allowing the molecules to move past each other more easily. This reduction in intermolecular forces is a key factor in lowering the viscosity of the oil. Enhanced Fluidity: The combination of increased molecular kinetic energy and weakened intermolecular forces results in enhanced fluidity of the heavy oil. The oil becomes more mobile and easier to pump and transport through pipelines. This improved flow characteristic is essential for efficient extraction and transportation. Changes in Rheological Properties Viscosity Reduction: One of the most significant changes in the rheological properties of heavy oil due to induction heating is the reduction in viscosity. As the temperature of the oil increases, its viscosity decreases significantly. This change can be quantitatively measured using rheometers or viscometers, and the relationship between temperature and viscosity can be plotted to understand the effectiveness of the induction heating process.
Improved Flow: The reduction in viscosity translates to improved flow characteristics of the heavy oil. Enhanced fluidity means that the oil can be more easily mobilized within the reservoir, leading to better extraction rates. In pipelines, the reduced viscosity minimizes frictional losses, allowing for smoother and more efficient transportation of the oil.
By understanding the mechanism of viscosity reduction through induction heating, it becomes evident how this technology can revolutionize the extraction and transportation of heavy oil. The direct and localized heating provided by induction heating offers a highly efficient and controlled method to address the challenges posed by high-viscosity heavy oil, making it a valuable tool in the oil industry's efforts to optimize production and reduce operational costs. -
Experimental Studies and Results
Results and Analysis:
- Temperature-Velocity Correlation: A clear correlation was observed between the increase in temperature and the decrease in viscosity. - Optimal Heating Parameters: Specific frequencies and power levels were identified as optimal for reducing viscosity without causing thermal degradation of the oil. - Case Studies: Field applications in locations such as Canada’s oil sands demonstrated practical effectiveness, with significant improvements in extraction rates and cost reductions.-
Advantages of Induction Heating for Heavy Oil
-
Applications in the Oil Industry
Induction heating offers several advantages in the oil industry, particularly in enhancing oil recovery processes, achieving practical successes in field applications, and integrating with existing extraction infrastructure. This section delves into how induction heating is being applied in various contexts to optimize oil extraction and transportation. Enhanced Oil Recovery (EOR) Techniques Enhanced Oil Recovery (EOR) methods are designed to increase the amount of crude oil that can be extracted from an oil field. Induction heating has shown significant promise in improving the efficiency and effectiveness of various EOR techniques. Steam-Assisted Gravity Drainage (SAGD): Steam-Assisted Gravity Drainage (SAGD) is a widely used EOR technique, particularly in the extraction of bitumen from oil sands. In SAGD, steam is injected into the reservoir to reduce the viscosity of the bitumen, allowing it to flow more easily to a production well. Induction heating can be used to preheat the reservoir, which enhances the efficiency of the SAGD process. By raising the initial temperature of the bitumen, induction heating reduces the amount of steam required, thereby lowering operational costs and improving overall energy efficiency. Additionally, preheating the reservoir with induction can shorten the startup time for the SAGD process, leading to faster production rates. Cyclic Steam Stimulation (CSS): Cyclic Steam Stimulation (CSS), also known as the "huff and puff" method, involves injecting steam into a well, allowing it to soak, and then producing the heated oil. The cyclic nature of CSS can benefit significantly from the integration of induction heating. By combining CSS with induction heating, the oil's mobility and extraction rates can be further enhanced. The heat generated by induction can be precisely controlled and applied where needed, ensuring uniform heating of the oil and reducing the thermal stress on the reservoir. This approach not only improves the efficiency of CSS but also extends the life of the wells and maximizes oil recovery. Field Applications and Success Stories The practical application of induction heating in the field has yielded impressive results, demonstrating its potential to revolutionize oil extraction processes. Canada’s Oil Sands: Canada’s oil sands are one of the largest reserves of bitumen, and the extraction of this heavy oil poses significant challenges due to its high viscosity. The successful deployment of induction heating in Canada’s oil sands has led to improved recovery rates and reduced costs. In pilot projects, induction heating has been used to preheat bitumen reservoirs, enhancing the effectiveness of traditional EOR techniques like SAGD and CSS. These projects have reported increased production rates, lower steam-to-oil ratios, and reduced greenhouse gas emissions. The success in Canada’s oil sands serves as a testament to the viability of induction heating in large-scale heavy oil extraction. Venezuela’s Orinoco Belt: The Orinoco Belt in Venezuela contains some of the most viscous heavy oil reserves in the world. Induction heating has been employed to enhance the extraction of this highly viscous oil, demonstrating significant benefits. Field applications in the Orinoco Belt have shown that induction heating can effectively reduce the viscosity of the heavy oil, making it more fluid and easier to extract. This has led to improved production rates and a more cost-effective extraction process. The ability to target specific areas of the reservoir with induction heating has also minimized environmental impact and reduced the need for extensive infrastructure modifications. Integration with Existing Extraction Processes One of the key advantages of induction heating is its compatibility with existing extraction processes and infrastructure, making it a versatile and scalable solution for the oil industry. Compatibility: Induction heating can be seamlessly integrated with existing extraction infrastructure, providing a straightforward addition to current operations. The technology can be implemented in both new and existing wells, allowing operators to enhance oil recovery without the need for significant modifications. The adaptability of induction heating systems means they can be tailored to fit various well configurations and reservoir conditions. This compatibility ensures that the benefits of induction heating can be realized with minimal disruption to ongoing operations. Scalability: The technology is scalable, making it suitable for both small and large-scale operations. Induction heating systems can be designed to meet the specific needs of different oil fields, from small pilot projects to extensive commercial operations. The scalability of induction heating allows for incremental implementation, enabling operators to start with smaller installations and expand as needed based on performance and results. This flexibility makes induction heating an attractive option for a wide range of applications, from enhancing production in mature fields to developing new heavy oil reserves. In summary, the applications of induction heating in the oil industry are vast and varied. By improving the efficiency of EOR techniques, achieving practical success in field applications, and seamlessly integrating with existing infrastructure, induction heating is poised to play a crucial role in the future of oil extraction. The technology’s ability to reduce viscosity, enhance fluidity, and optimize production processes offers significant economic and environmental benefits, making it a valuable tool for the industry.
-
Future Prospects and Innovations
Challenges and Solutions for Wider Adoption:
- Technical Challenges: Addressing issues such as equipment durability and performance in harsh environments.
- Economic Factors: Reducing costs and demonstrating clear economic benefits to encourage wider adoption.
-
Conclusion
2024年6月24日星期一
Brazing Copper to Brass Pipe With Induction
 Brazing Copper to Brass Pipe With Induction
Objective: Brazing several brass and copper assemblies used in water faucets Material braze, white flux
Temperature 1350 °F 730°C
Frequency 200 or 280 kHz (coil dependant)
Equipment DW-UHF-10KW induction heating system, remote work head with two 1μF capacitors and a 3-turn helical coil
Process: Three helical coils are used separately to braze a range of provided parts. Parts are assembled with flux and a braze alloy and then heated. The heat time varies from part to part with large parts taking less than 3 minutes and, the smaller parts heated in less than 20 seconds. After heating the parts are quench-cooled.
Results/Benefits
Repeatability: the inherent precision of induction heating supports a process which is highly repeatable.
Economy: the process allows for the use of higher temperature braze alloy than a flame process
https://dw-inductionheater.com/brazing-copper-to-brass-pipe-with-induction.html?feed_id=251311&_unique_id=667a27cda8d25
Brazing Copper to Brass Pipe With Induction
Objective: Brazing several brass and copper assemblies used in water faucets Material braze, white flux
Temperature 1350 °F 730°C
Frequency 200 or 280 kHz (coil dependant)
Equipment DW-UHF-10KW induction heating system, remote work head with two 1μF capacitors and a 3-turn helical coil
Process: Three helical coils are used separately to braze a range of provided parts. Parts are assembled with flux and a braze alloy and then heated. The heat time varies from part to part with large parts taking less than 3 minutes and, the smaller parts heated in less than 20 seconds. After heating the parts are quench-cooled.
Results/Benefits
Repeatability: the inherent precision of induction heating supports a process which is highly repeatable.
Economy: the process allows for the use of higher temperature braze alloy than a flame process
https://dw-inductionheater.com/brazing-copper-to-brass-pipe-with-induction.html?feed_id=251311&_unique_id=667a27cda8d25
Brazing Brass Pipe With Induction
 Brazing Brass Pipe With Induction
Objective: Block is heated to 1400°F to braze trap tube to assembly
Material :brass block and pre-formed tubes braze pre-forms
Temperature: 1400 ºF (760°C)
Frequency: 350 kHz
Equipment DW-UHF-10KW induction heating system including • Coil: custom-designed 2-turn split-helical • Workhead: contains two 1.0μF capacitors (0.5 μF total)
Process The brass parts, braze pre-form and flux are assembled and located within the custom-designed coil. Induction heating of the joint is accomplished in 45 seconds.
Results/Benefits
Economy: induction heats only the material within the coil; no energy is wasted heating the surrounding materials and air; no flame or gasses required for heating Control: process lends itself to the use of braze pre-forms; process easily adapted to automation
Efficiency: energy is expended only during the joint formation
https://dw-inductionheater.com/brazing-brass-pipe-with-induction.html?feed_id=251243&_unique_id=667970acb082e
Brazing Brass Pipe With Induction
Objective: Block is heated to 1400°F to braze trap tube to assembly
Material :brass block and pre-formed tubes braze pre-forms
Temperature: 1400 ºF (760°C)
Frequency: 350 kHz
Equipment DW-UHF-10KW induction heating system including • Coil: custom-designed 2-turn split-helical • Workhead: contains two 1.0μF capacitors (0.5 μF total)
Process The brass parts, braze pre-form and flux are assembled and located within the custom-designed coil. Induction heating of the joint is accomplished in 45 seconds.
Results/Benefits
Economy: induction heats only the material within the coil; no energy is wasted heating the surrounding materials and air; no flame or gasses required for heating Control: process lends itself to the use of braze pre-forms; process easily adapted to automation
Efficiency: energy is expended only during the joint formation
https://dw-inductionheater.com/brazing-brass-pipe-with-induction.html?feed_id=251243&_unique_id=667970acb082e
2024年6月23日星期日
Brazing Carbide-Steel Tool with Induction
 Brazing Carbide-Steel Tool with Induction
Objective: Provide a solution to this steel-carbide brazing application Material • Body 10mm; carbide tip 57 x 35 x 3 mm • Braze shim • Braze flux white
Temperature: 750°C (1382ºF)
Frequency: 150 kHz
Equipment DW-UHF-20KW induction heating system, equipped with a remote heat station containing (2) 1.0 μF capacitors (for a total of 0.5 μF) A 4.5" helical induction heating coil designed and developed specifically for this application.
Process: The body shim and carbide are cleaned and braze flux as applied to the entire surface of the assembly. The parts are placed together in the induction coil. Two ceramic tubes are then placed thru the coil opposing each other to hold the parts during heating. The flux on the parts is allowed to dry before heating. The induction heating power is applied until the braze flows in the joint.
Results/Benefits
• targeted heating of the braze joint is efficient
• flameless process is more precise, controllable
• results are reproducible
https://dw-inductionheater.com/brazing-carbide-steel-tool-with-induction.html?feed_id=251175&_unique_id=6678ba0cf1926
Brazing Carbide-Steel Tool with Induction
Objective: Provide a solution to this steel-carbide brazing application Material • Body 10mm; carbide tip 57 x 35 x 3 mm • Braze shim • Braze flux white
Temperature: 750°C (1382ºF)
Frequency: 150 kHz
Equipment DW-UHF-20KW induction heating system, equipped with a remote heat station containing (2) 1.0 μF capacitors (for a total of 0.5 μF) A 4.5" helical induction heating coil designed and developed specifically for this application.
Process: The body shim and carbide are cleaned and braze flux as applied to the entire surface of the assembly. The parts are placed together in the induction coil. Two ceramic tubes are then placed thru the coil opposing each other to hold the parts during heating. The flux on the parts is allowed to dry before heating. The induction heating power is applied until the braze flows in the joint.
Results/Benefits
• targeted heating of the braze joint is efficient
• flameless process is more precise, controllable
• results are reproducible
https://dw-inductionheater.com/brazing-carbide-steel-tool-with-induction.html?feed_id=251175&_unique_id=6678ba0cf1926
Wax and Hydrate Prevention in Oil and Gas Pipelines with Induction Heatin

Ensuring Flow Assurance: Induction Heating for Wax and Hydrate Prevention in Oil and Gas Pipelines
Flow assurance is paramount in the oil and gas industry, where the uninterrupted transportation of hydrocarbons through pipelines is essential for operational efficiency and profitability. One of the significant challenges to flow assurance is the formation of wax and hydrates, which can obstruct pipelines and disrupt production. In addressing this challenge, induction heating has emerged as a highly effective and innovative solution.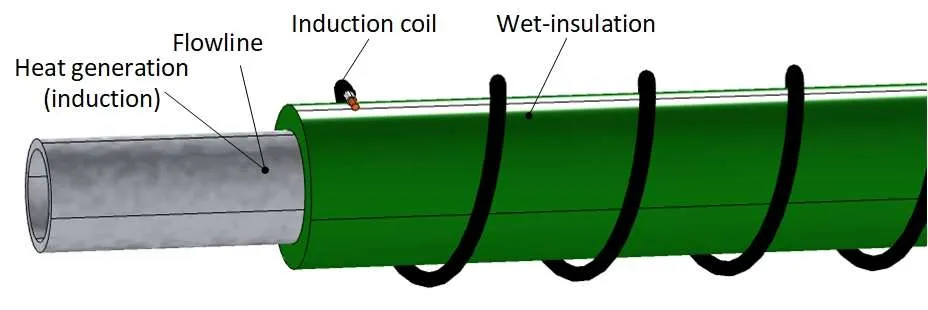
Understanding the Problem: Wax and Hydrate Formation
Wax and hydrates are natural by-products found in crude oil and natural gas. When transported through pipelines, the temperature of the hydrocarbons can drop below certain thresholds, causing these substances to solidify and adhere to pipeline walls. This buildup gradually restricts flow, leading to reduced throughput and potentially costly operational disruptions.The Role of Induction Heating
Induction heating technology utilizes electromagnetic induction to generate heat directly within pipeline walls or at critical points where wax and hydrates are likely to form. Unlike traditional methods that involve heating fluids externally or using chemical additives, induction heating offers several distinct advantages: 1. **Precision Heating:** Induction heating allows for precise control over temperature profiles, ensuring that pipeline temperatures remain above the wax appearance temperature (WAT) and hydrate formation temperature thresholds. This targeted approach minimizes energy consumption and maximizes efficiency. 2. **Continuous Monitoring and Control:** Advanced monitoring systems continuously assess pipeline conditions and adjust induction heating parameters in real-time. This proactive management prevents temperature fluctuations that could promote wax and hydrate deposition. 3. **Environmental Sustainability:** Induction heating is inherently cleaner and more environmentally friendly compared to methods involving combustion or chemical treatments. It reduces emissions and minimizes the use of chemicals, aligning with global sustainability goals.Practical Applications and Benefits
In practice, induction heating systems are strategically deployed along pipelines, particularly in subsea or cold climate regions where temperatures can drop significantly. Key applications include: - **Subsea Pipelines:** Induction heating protects pipelines operating in deepwater environments where temperatures are conducive to wax and hydrate formation. - **Arctic and Cold Climate Operations:** Essential for pipelines in regions experiencing extreme cold, where maintaining temperatures above critical thresholds is challenging yet crucial for uninterrupted flow.
Case Studies and Success Stories
Several oil and gas companies have successfully implemented induction heating for wax and hydrate prevention, achieving notable improvements in operational reliability and cost-effectiveness. For instance, in offshore fields where subsea pipelines are subjected to cold seawater temperatures, induction heating has significantly reduced the frequency of pipeline blockages and maintenance shutdowns. #### Future Directions and Innovations As technology advances, ongoing research and development are focused on enhancing the efficiency and scalability of induction heating systems. Innovations include improved coil designs for better heat distribution, enhanced monitoring capabilities for predictive maintenance, and integration with smart pipeline management systems.Here are the detailed steps involved in using induction heating for wax and hydrate prevention:
### 1. Understanding the Problem Wax and hydrates are natural components found in crude oil and natural gas. When these fluids are transported through pipelines, especially in subsea or cold climate environments, their temperature can drop below critical thresholds. This causes wax to solidify and hydrates to form crystals, leading to the accumulation of deposits along pipeline walls. Over time, these deposits can restrict flow, reduce throughput, and necessitate costly maintenance interventions. ### 2. Designing the Induction Heating System #### a. System Components: - **Induction Coils:** Custom-designed coils are wrapped around the pipeline at strategic locations susceptible to wax and hydrate formation. These coils generate electromagnetic fields. - **Power Supply:** Provides the electrical energy necessary to create the electromagnetic fields in the coils. - **Control and Monitoring System:** Includes sensors and controllers to monitor pipeline temperature, adjust heating parameters, and ensure precise control over the induction heating process. #### b. Coil Configuration: - **Placement:** Coils are positioned along the pipeline where temperature management is critical, such as near wellheads, onshore/offshore risers, or subsea pipeline sections. - **Size and Shape:** Coils are tailored to fit the diameter and length of the pipeline, ensuring uniform heat distribution and efficient energy transfer. ### 3. Operational Steps #### a. Heating Strategy: - **Startup and Warm-Up:** The induction heating system is activated as soon as hydrocarbons start flowing through the pipeline. During startup, the system gradually increases heat to bring the pipeline temperature above the wax appearance temperature (WAT) and hydrate formation temperature. - **Continuous Heating:** Once operational, the system maintains a consistent pipeline temperature by continuously adjusting the power supplied to the coils based on real-time temperature readings from sensors. #### b. Monitoring and Control: - **Temperature Monitoring:** Sensors installed along the pipeline monitor the temperature at multiple points. This data is fed back to the control system, which ensures that the pipeline temperature remains within the optimal range to prevent wax and hydrate deposition. - **Adjustments and Optimization:** The control system dynamically adjusts heating parameters, such as coil power and frequency, to respond to changes in external conditions (e.g., ambient temperature variations) and internal pipeline conditions (e.g., flow rate fluctuations). ### 4. Benefits and Advantages
#### a. Operational Efficiency:
- **Uninterrupted Flow:** By preventing wax and hydrate buildup, induction heating ensures continuous and efficient transportation of hydrocarbons through the pipeline.
- **Reduced Maintenance:** Minimizes the need for costly and disruptive maintenance interventions, such as pigging operations or chemical treatments to remove deposits.
#### b. Environmental Considerations:
- **Sustainability:** Induction heating is a clean technology that minimizes environmental impact compared to alternative methods, such as chemical inhibitors or combustion-based heating.
- **Energy Efficiency:** Directly heats the pipeline material, reducing energy consumption and optimizing operational costs over the long term.
### 5. Case Studies and Applications
#### a. Offshore Applications:
- **Subsea Pipelines:** Induction heating is particularly crucial for pipelines operating in deepwater environments, where cold seawater temperatures can lead to rapid wax and hydrate formation.
- **Arctic Operations:** In cold climate regions, induction heating systems ensure pipeline integrity and flow assurance despite extreme ambient temperatures.
#### b. Onshore Applications:
- **Pipeline Networks:** Used in onshore pipeline networks to maintain flow assurance across extensive infrastructure, enhancing reliability and reducing downtime.
### 6. Future Developments and Innovations
- **Advanced Materials:** Research continues into developing advanced materials for induction coils and pipeline coatings to further improve heat transfer efficiency and durability.
- **Automation and AI Integration:** Integration with artificial intelligence (AI) algorithms for predictive maintenance and optimized heating strategies based on real-time data analytics.
### 4. Benefits and Advantages
#### a. Operational Efficiency:
- **Uninterrupted Flow:** By preventing wax and hydrate buildup, induction heating ensures continuous and efficient transportation of hydrocarbons through the pipeline.
- **Reduced Maintenance:** Minimizes the need for costly and disruptive maintenance interventions, such as pigging operations or chemical treatments to remove deposits.
#### b. Environmental Considerations:
- **Sustainability:** Induction heating is a clean technology that minimizes environmental impact compared to alternative methods, such as chemical inhibitors or combustion-based heating.
- **Energy Efficiency:** Directly heats the pipeline material, reducing energy consumption and optimizing operational costs over the long term.
### 5. Case Studies and Applications
#### a. Offshore Applications:
- **Subsea Pipelines:** Induction heating is particularly crucial for pipelines operating in deepwater environments, where cold seawater temperatures can lead to rapid wax and hydrate formation.
- **Arctic Operations:** In cold climate regions, induction heating systems ensure pipeline integrity and flow assurance despite extreme ambient temperatures.
#### b. Onshore Applications:
- **Pipeline Networks:** Used in onshore pipeline networks to maintain flow assurance across extensive infrastructure, enhancing reliability and reducing downtime.
### 6. Future Developments and Innovations
- **Advanced Materials:** Research continues into developing advanced materials for induction coils and pipeline coatings to further improve heat transfer efficiency and durability.
- **Automation and AI Integration:** Integration with artificial intelligence (AI) algorithms for predictive maintenance and optimized heating strategies based on real-time data analytics.

Conclusion
Induction heating for wax and hydrate prevention represents a technological breakthrough in ensuring flow assurance in oil and gas pipelines. By effectively managing pipeline temperatures above critical thresholds, this method mitigates operational risks, reduces maintenance costs, and supports sustainable energy practices. As industry demands for efficiency and reliability grow, investments in advanced induction heating technologies are poised to play a pivotal role in enhancing pipeline integrity and optimizing hydrocarbon transportation worldwide. Induction heating represents a transformative approach to ensuring flow assurance in oil and gas pipelines by effectively preventing wax and hydrate formation. Its precision heating capabilities, coupled with environmental benefits and operational efficiencies, make it a preferred choice for industry leaders seeking reliable and sustainable solutions. As the demand for energy continues to grow, investments in technologies like induction heating are pivotal in ensuring the safe and efficient transportation of hydrocarbons while mitigating environmental impacts. Embracing these innovations not only safeguards pipeline integrity but also reinforces the industry's commitment to responsible resource management and operational excellence. https://dw-inductionheater.com/wax-and-hydrate-prevention-in-oil-and-gas-pipelines-with-induction-heatin.html?feed_id=251109&_unique_id=66789d8020e53Wax and Hydrate Prevention in Oil and Gas Pipelines with Induction Heatin
Ensuring Flow Assurance: Induction Heating for Wax and Hydrate Prevention in Oil and Gas Pipelines
Flow assurance is paramount in the oil and gas industry, where the uninterrupted transportation of hydrocarbons through pipelines is essential for operational efficiency and profitability. One of the significant challenges to flow assurance is the formation of wax and hydrates, which can obstruct pipelines and disrupt production. In addressing this challenge, induction heating has emerged as a highly effective and innovative solution.
Understanding the Problem: Wax and Hydrate Formation
Wax and hydrates are natural by-products found in crude oil and natural gas. When transported through pipelines, the temperature of the hydrocarbons can drop below certain thresholds, causing these substances to solidify and adhere to pipeline walls. This buildup gradually restricts flow, leading to reduced throughput and potentially costly operational disruptions.The Role of Induction Heating
Induction heating technology utilizes electromagnetic induction to generate heat directly within pipeline walls or at critical points where wax and hydrates are likely to form. Unlike traditional methods that involve heating fluids externally or using chemical additives, induction heating offers several distinct advantages: 1. **Precision Heating:** Induction heating allows for precise control over temperature profiles, ensuring that pipeline temperatures remain above the wax appearance temperature (WAT) and hydrate formation temperature thresholds. This targeted approach minimizes energy consumption and maximizes efficiency. 2. **Continuous Monitoring and Control:** Advanced monitoring systems continuously assess pipeline conditions and adjust induction heating parameters in real-time. This proactive management prevents temperature fluctuations that could promote wax and hydrate deposition. 3. **Environmental Sustainability:** Induction heating is inherently cleaner and more environmentally friendly compared to methods involving combustion or chemical treatments. It reduces emissions and minimizes the use of chemicals, aligning with global sustainability goals.Practical Applications and Benefits
In practice, induction heating systems are strategically deployed along pipelines, particularly in subsea or cold climate regions where temperatures can drop significantly. Key applications include: - **Subsea Pipelines:** Induction heating protects pipelines operating in deepwater environments where temperatures are conducive to wax and hydrate formation. - **Arctic and Cold Climate Operations:** Essential for pipelines in regions experiencing extreme cold, where maintaining temperatures above critical thresholds is challenging yet crucial for uninterrupted flow.
Case Studies and Success Stories
Several oil and gas companies have successfully implemented induction heating for wax and hydrate prevention, achieving notable improvements in operational reliability and cost-effectiveness. For instance, in offshore fields where subsea pipelines are subjected to cold seawater temperatures, induction heating has significantly reduced the frequency of pipeline blockages and maintenance shutdowns. #### Future Directions and Innovations As technology advances, ongoing research and development are focused on enhancing the efficiency and scalability of induction heating systems. Innovations include improved coil designs for better heat distribution, enhanced monitoring capabilities for predictive maintenance, and integration with smart pipeline management systems.Here are the detailed steps involved in using induction heating for wax and hydrate prevention:
### 1. Understanding the Problem Wax and hydrates are natural components found in crude oil and natural gas. When these fluids are transported through pipelines, especially in subsea or cold climate environments, their temperature can drop below critical thresholds. This causes wax to solidify and hydrates to form crystals, leading to the accumulation of deposits along pipeline walls. Over time, these deposits can restrict flow, reduce throughput, and necessitate costly maintenance interventions. ### 2. Designing the Induction Heating System #### a. System Components: - **Induction Coils:** Custom-designed coils are wrapped around the pipeline at strategic locations susceptible to wax and hydrate formation. These coils generate electromagnetic fields. - **Power Supply:** Provides the electrical energy necessary to create the electromagnetic fields in the coils. - **Control and Monitoring System:** Includes sensors and controllers to monitor pipeline temperature, adjust heating parameters, and ensure precise control over the induction heating process. #### b. Coil Configuration: - **Placement:** Coils are positioned along the pipeline where temperature management is critical, such as near wellheads, onshore/offshore risers, or subsea pipeline sections. - **Size and Shape:** Coils are tailored to fit the diameter and length of the pipeline, ensuring uniform heat distribution and efficient energy transfer. ### 3. Operational Steps #### a. Heating Strategy: - **Startup and Warm-Up:** The induction heating system is activated as soon as hydrocarbons start flowing through the pipeline. During startup, the system gradually increases heat to bring the pipeline temperature above the wax appearance temperature (WAT) and hydrate formation temperature. - **Continuous Heating:** Once operational, the system maintains a consistent pipeline temperature by continuously adjusting the power supplied to the coils based on real-time temperature readings from sensors. #### b. Monitoring and Control: - **Temperature Monitoring:** Sensors installed along the pipeline monitor the temperature at multiple points. This data is fed back to the control system, which ensures that the pipeline temperature remains within the optimal range to prevent wax and hydrate deposition. - **Adjustments and Optimization:** The control system dynamically adjusts heating parameters, such as coil power and frequency, to respond to changes in external conditions (e.g., ambient temperature variations) and internal pipeline conditions (e.g., flow rate fluctuations).
### 4. Benefits and Advantages
#### a. Operational Efficiency:
- **Uninterrupted Flow:** By preventing wax and hydrate buildup, induction heating ensures continuous and efficient transportation of hydrocarbons through the pipeline.
- **Reduced Maintenance:** Minimizes the need for costly and disruptive maintenance interventions, such as pigging operations or chemical treatments to remove deposits.
#### b. Environmental Considerations:
- **Sustainability:** Induction heating is a clean technology that minimizes environmental impact compared to alternative methods, such as chemical inhibitors or combustion-based heating.
- **Energy Efficiency:** Directly heats the pipeline material, reducing energy consumption and optimizing operational costs over the long term.
### 5. Case Studies and Applications
#### a. Offshore Applications:
- **Subsea Pipelines:** Induction heating is particularly crucial for pipelines operating in deepwater environments, where cold seawater temperatures can lead to rapid wax and hydrate formation.
- **Arctic Operations:** In cold climate regions, induction heating systems ensure pipeline integrity and flow assurance despite extreme ambient temperatures.
#### b. Onshore Applications:
- **Pipeline Networks:** Used in onshore pipeline networks to maintain flow assurance across extensive infrastructure, enhancing reliability and reducing downtime.
### 6. Future Developments and Innovations
- **Advanced Materials:** Research continues into developing advanced materials for induction coils and pipeline coatings to further improve heat transfer efficiency and durability.
- **Automation and AI Integration:** Integration with artificial intelligence (AI) algorithms for predictive maintenance and optimized heating strategies based on real-time data analytics.
Conclusion
Induction heating for wax and hydrate prevention represents a technological breakthrough in ensuring flow assurance in oil and gas pipelines. By effectively managing pipeline temperatures above critical thresholds, this method mitigates operational risks, reduces maintenance costs, and supports sustainable energy practices. As industry demands for efficiency and reliability grow, investments in advanced induction heating technologies are poised to play a pivotal role in enhancing pipeline integrity and optimizing hydrocarbon transportation worldwide. Induction heating represents a transformative approach to ensuring flow assurance in oil and gas pipelines by effectively preventing wax and hydrate formation. Its precision heating capabilities, coupled with environmental benefits and operational efficiencies, make it a preferred choice for industry leaders seeking reliable and sustainable solutions. As the demand for energy continues to grow, investments in technologies like induction heating are pivotal in ensuring the safe and efficient transportation of hydrocarbons while mitigating environmental impacts. Embracing these innovations not only safeguards pipeline integrity but also reinforces the industry's commitment to responsible resource management and operational excellence. https://dw-inductionheater.com/wax-and-hydrate-prevention-in-oil-and-gas-pipelines-with-induction-heatin.html?feed_id=251061&_unique_id=667819f17b6afBrazing Steel To Steel Pipe With Induction
 Brazing Steel To Steel Pipe With Induction
Objective: To braze O-ring Face (ORFS) sleeve or male connector to a steel tube.
Material
• Steel tube, 1 inch (2.54 cm) OD
• O-ring Face Seal sleeve and a male connector fittings
• Preform braze rings
• White SureFlow flux
• Steel support mandrel
Temperature 1300 ºF (704 ºC)
Frequency 200 kHz
Equipment
• DW-UHF-20KW induction heating system, equipped with a remote workhead containing two (2) 1.5 μF capacitors (for a total of 0.75 μF).
• An induction heating coil designed and developed specifically for this application.
Process A four-turn 2.75 inch (7.0 cm) ID helical coil is used for heating both the steel tube and the ORFS sleeve or the ORFS male connector. This coil is designed to braze either the sleeve or male connector to the tube. The parts to be brazed are assembled with flux and heated for 45 seconds. Pressure is applied to the tube to make sure it is inserted fully into the fittings as the braze ring flows.
Results/Benefits Advantages :
• Large Inner diameter of coil allows for easy loading and unloading of parts
• With efficient energy coupling of the coil to the fittings overheating is avoided.
https://dw-inductionheater.com/brazing-steel-to-steel-pipe-with-induction.html?feed_id=251012&_unique_id=667803160f4db
Brazing Steel To Steel Pipe With Induction
Objective: To braze O-ring Face (ORFS) sleeve or male connector to a steel tube.
Material
• Steel tube, 1 inch (2.54 cm) OD
• O-ring Face Seal sleeve and a male connector fittings
• Preform braze rings
• White SureFlow flux
• Steel support mandrel
Temperature 1300 ºF (704 ºC)
Frequency 200 kHz
Equipment
• DW-UHF-20KW induction heating system, equipped with a remote workhead containing two (2) 1.5 μF capacitors (for a total of 0.75 μF).
• An induction heating coil designed and developed specifically for this application.
Process A four-turn 2.75 inch (7.0 cm) ID helical coil is used for heating both the steel tube and the ORFS sleeve or the ORFS male connector. This coil is designed to braze either the sleeve or male connector to the tube. The parts to be brazed are assembled with flux and heated for 45 seconds. Pressure is applied to the tube to make sure it is inserted fully into the fittings as the braze ring flows.
Results/Benefits Advantages :
• Large Inner diameter of coil allows for easy loading and unloading of parts
• With efficient energy coupling of the coil to the fittings overheating is avoided.
https://dw-inductionheater.com/brazing-steel-to-steel-pipe-with-induction.html?feed_id=251012&_unique_id=667803160f4db
2024年6月22日星期六
Induction Brazing Carbide to Steel
 Induction Brazing Carbide to Steel
Objective: Braze a carbide sleeve to a steel 'T' shank
Material :2.0" (51mm) OD carbide sleeve, 1.0" (25.5mm) high braze joint, 1.5 " (38 mm) steel 'T' , 50% silver braze ring
Temperature: 1292 ºF (700 ºC)
Frequency: 257 kHz
Equipment
• DW-UHF-6KW-I induction heating system, equipped with a remote workhead containing two 0.66μF capacitors for a total of 1.32 μF.
• An induction heating coil designed and developed specifically for this application.
Process A pancake/helical combination coil is used to heat the assembly. The coil design allows easy loading and unloading of the parts without having to rotate them. A few minutes after the start of the heat cycle the heat pattern
normalizes and becomes very uniform. For better joint quality a chamfered groove is machined in the steel shank to locate and seat the braze ring. The braze alloy flows into the joint creating a strong, aesthetic bond. The amount of braze alloy heated each cycle is controlled well by the braze ring.
Results/Benefits Induction heating provides:
• Hands-free brazing which requires no special operator skills for manufacturing
• Precise, even heat is applied and is divided equally between the shank and the carbide. This provides an even flow of the braze alloy as the parts reach brazing temperatures.
https://dw-inductionheater.com/induction-brazing-carbide-to-steel.html?feed_id=250944&_unique_id=66774c491cb52
Induction Brazing Carbide to Steel
Objective: Braze a carbide sleeve to a steel 'T' shank
Material :2.0" (51mm) OD carbide sleeve, 1.0" (25.5mm) high braze joint, 1.5 " (38 mm) steel 'T' , 50% silver braze ring
Temperature: 1292 ºF (700 ºC)
Frequency: 257 kHz
Equipment
• DW-UHF-6KW-I induction heating system, equipped with a remote workhead containing two 0.66μF capacitors for a total of 1.32 μF.
• An induction heating coil designed and developed specifically for this application.
Process A pancake/helical combination coil is used to heat the assembly. The coil design allows easy loading and unloading of the parts without having to rotate them. A few minutes after the start of the heat cycle the heat pattern
normalizes and becomes very uniform. For better joint quality a chamfered groove is machined in the steel shank to locate and seat the braze ring. The braze alloy flows into the joint creating a strong, aesthetic bond. The amount of braze alloy heated each cycle is controlled well by the braze ring.
Results/Benefits Induction heating provides:
• Hands-free brazing which requires no special operator skills for manufacturing
• Precise, even heat is applied and is divided equally between the shank and the carbide. This provides an even flow of the braze alloy as the parts reach brazing temperatures.
https://dw-inductionheater.com/induction-brazing-carbide-to-steel.html?feed_id=250944&_unique_id=66774c491cb52
Brazing Copper Bars with Induction
 Brazing Copper Bars with Induction
Objective: To braze bus bar assemblies together
Material: • 2 copper bus bars 6" (152.4mm) wide, 2' (609.6mm)long, 2
copper bars 6"(152.4mm) wide, 18" (457.2)long & 3/8" (9.65mm) thick • braze shim preforms and white flux
Temperature: 1292 ºF (700 ºC)
Frequency: 80 kHz
Equipment • DW-UHF-60KW induction heating system, equipped with a
remote workhead containing eight 1.0 μF capacitors for a total of 2.0 μF.
• An induction heating coil, designed and developed specifically for this application
Process: A three-turn helical coil is used to heat the assembly. Three braze shim preforms are placed between the plates and white flux is applied to the assembly. It is heated for 5 minutes to evenly flow the braze alloy. A high current capable, aesthetic looking braze zone is produced.
Results/Benefits Induction heating provides:
• Consistently produced, quality parts
• Heat into the part that is divided equally between the copper pieces, allowing for even flow and consistent use of braze
• Hands-free operation that doesn't require skilled operators
https://dw-inductionheater.com/brazing-copper-bars-with-induction.html?feed_id=250876&_unique_id=6676957123c3e
Brazing Copper Bars with Induction
Objective: To braze bus bar assemblies together
Material: • 2 copper bus bars 6" (152.4mm) wide, 2' (609.6mm)long, 2
copper bars 6"(152.4mm) wide, 18" (457.2)long & 3/8" (9.65mm) thick • braze shim preforms and white flux
Temperature: 1292 ºF (700 ºC)
Frequency: 80 kHz
Equipment • DW-UHF-60KW induction heating system, equipped with a
remote workhead containing eight 1.0 μF capacitors for a total of 2.0 μF.
• An induction heating coil, designed and developed specifically for this application
Process: A three-turn helical coil is used to heat the assembly. Three braze shim preforms are placed between the plates and white flux is applied to the assembly. It is heated for 5 minutes to evenly flow the braze alloy. A high current capable, aesthetic looking braze zone is produced.
Results/Benefits Induction heating provides:
• Consistently produced, quality parts
• Heat into the part that is divided equally between the copper pieces, allowing for even flow and consistent use of braze
• Hands-free operation that doesn't require skilled operators
https://dw-inductionheater.com/brazing-copper-bars-with-induction.html?feed_id=250876&_unique_id=6676957123c3e
2024年6月21日星期五
Induction Brazing Stainless Steel
 Induction Brazing Stainless Steel
Objective
1st Application: Braze hub assembly to needle holder
2nd Application: Braze Large tube to ring joint
Material: 1st Application: Steel hub assembly and needle 0.1" dia(2.5mm) 2nd Application: Steel tube 1" OD (25.4 mm) and ring
Temperature 1400 ºF (760 ºC)
Frequency 325 kHz for brazing the needle 0.1" dia (2.5mm) 259 kHz for brazing ring to steel tube 1" OD (25.4 mm)
Equipment • DW-UHF-4.5KW induction heating system, equipped with a
remote workhead containing two .66 μF capacitors for a total of 1.32 μF
• Two induction heating coils, designed and developed specifically for this dual application.
Process 1st application: A two-turn helical coil is used to heat the hub assembly on the needle holder for 10 seconds. The coil concentrates the heat on the hub only, as the needle is magnetic and the hub material is non-magnetic. A small
diameter braze wire is used to supply sufficient amount of braze creating a strong aesthetically pleasing bond. 2nd application: A three-turn helical coil is used for brazing the large tube to the ring joint for 3-5 minutes. A braze ring is
used to supply sufficient amount of braze to create an aesthetically pleasing bond.
Results/Benefits Induction heating provides:
• Even distribution of heating, provides even flow of braze alloy for an aesthetically pleasing bond
• System flexibility allows for the same unit to be used for two different applications which is a cost saving.
https://dw-inductionheater.com/induction-brazing-stainless-steel.html?feed_id=250808&_unique_id=6675de8883b88
Induction Brazing Stainless Steel
Objective
1st Application: Braze hub assembly to needle holder
2nd Application: Braze Large tube to ring joint
Material: 1st Application: Steel hub assembly and needle 0.1" dia(2.5mm) 2nd Application: Steel tube 1" OD (25.4 mm) and ring
Temperature 1400 ºF (760 ºC)
Frequency 325 kHz for brazing the needle 0.1" dia (2.5mm) 259 kHz for brazing ring to steel tube 1" OD (25.4 mm)
Equipment • DW-UHF-4.5KW induction heating system, equipped with a
remote workhead containing two .66 μF capacitors for a total of 1.32 μF
• Two induction heating coils, designed and developed specifically for this dual application.
Process 1st application: A two-turn helical coil is used to heat the hub assembly on the needle holder for 10 seconds. The coil concentrates the heat on the hub only, as the needle is magnetic and the hub material is non-magnetic. A small
diameter braze wire is used to supply sufficient amount of braze creating a strong aesthetically pleasing bond. 2nd application: A three-turn helical coil is used for brazing the large tube to the ring joint for 3-5 minutes. A braze ring is
used to supply sufficient amount of braze to create an aesthetically pleasing bond.
Results/Benefits Induction heating provides:
• Even distribution of heating, provides even flow of braze alloy for an aesthetically pleasing bond
• System flexibility allows for the same unit to be used for two different applications which is a cost saving.
https://dw-inductionheater.com/induction-brazing-stainless-steel.html?feed_id=250808&_unique_id=6675de8883b88
Induction Brazing & Soldering Principle
 Induction Brazing & Soldering Principle
Brazing and soldering are processes of joining similar or dissimilar materials using a compatible a filler material. Filler metals include lead, tin, copper, silver, nickel and their alloys. Only the alloy melts and solidifies during these processes to join the work piece base materials. The filler metal is pulled into the joint by capillary action. Soldering processes are conducted below 840°F (450°C) while brazing applications are conducted at temperatures above 840°F (450°C) up to 2100°F (1150°C).
The success of these processes depends upon the assembly's design, clearance between the surfaces to be joined, cleanliness, process control and the correct selection of equipment needed to perform a repeatable process.
Cleanliness is ordinarily obtained by introducing a flux which covers and dissolves dirt or oxides displacing them from the braze joint.
Many operations are now conducted in a controlled atmosphere with a blanket of inert gas or combination of inert / active gasses to shield the operation and eliminate the need for a flux. These methods have been proven on a wide variety of material and part configurations replacing or complimenting atmosphere furnace technology with a just in time - single piece flow process.
Brazing Filler Materials
Brazing filler metals can come in a variety of forms, shapes, sizes and alloys depending on their intended use. Ribbon, preformed rings, paste, wire and preformed washers are just a few of the shapes and forms alloys that can be found. The decision to use a particular alloy and/or shape is largely dependent on the parent materials to be joined, placement during processing and the service environment for which the final product is intended.
https://dw-inductionheater.com/induction-brazing-soldering-principle.html?feed_id=250740&_unique_id=667527b592c05
Induction Brazing & Soldering Principle
Brazing and soldering are processes of joining similar or dissimilar materials using a compatible a filler material. Filler metals include lead, tin, copper, silver, nickel and their alloys. Only the alloy melts and solidifies during these processes to join the work piece base materials. The filler metal is pulled into the joint by capillary action. Soldering processes are conducted below 840°F (450°C) while brazing applications are conducted at temperatures above 840°F (450°C) up to 2100°F (1150°C).
The success of these processes depends upon the assembly's design, clearance between the surfaces to be joined, cleanliness, process control and the correct selection of equipment needed to perform a repeatable process.
Cleanliness is ordinarily obtained by introducing a flux which covers and dissolves dirt or oxides displacing them from the braze joint.
Many operations are now conducted in a controlled atmosphere with a blanket of inert gas or combination of inert / active gasses to shield the operation and eliminate the need for a flux. These methods have been proven on a wide variety of material and part configurations replacing or complimenting atmosphere furnace technology with a just in time - single piece flow process.
Brazing Filler Materials
Brazing filler metals can come in a variety of forms, shapes, sizes and alloys depending on their intended use. Ribbon, preformed rings, paste, wire and preformed washers are just a few of the shapes and forms alloys that can be found. The decision to use a particular alloy and/or shape is largely dependent on the parent materials to be joined, placement during processing and the service environment for which the final product is intended.
https://dw-inductionheater.com/induction-brazing-soldering-principle.html?feed_id=250740&_unique_id=667527b592c05
2024年6月20日星期四
Brazing Carbide To Steel Shank
 Brazing Carbide To Steel Shank with Induction
Objective :Brazing carbide teeth to a steel jaw in less than 5 minutes
Material: Steel pipe jaw, 0.5” (12.7mm) dia, 1.25” (31.75mm) long, 0.25”(6.35mm) thick carbide teeth, black flux and silver copper braze shims
Temperature: 1292ºF (700ºC)
Frequency: 300kHz
Equipment • DW-UHF-10kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor
• An induction heating coil designed and developed specifically for this application.
Process: A two turn rectangular helical coil is used to heat the carbide and steel to 1292ºF (700ºC) for 4 to 5 minutes. Three braze shims control the amount of braze and the even heat allows for
a good flow of braze creating an aesthetically pleasing bond.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Consistent, repeatable aesthetically pleasing brazes
• Even distribution of heating
https://dw-inductionheater.com/brazing-carbide-to-steel-shank.html?feed_id=250672&_unique_id=6674711612cba
Brazing Carbide To Steel Shank with Induction
Objective :Brazing carbide teeth to a steel jaw in less than 5 minutes
Material: Steel pipe jaw, 0.5” (12.7mm) dia, 1.25” (31.75mm) long, 0.25”(6.35mm) thick carbide teeth, black flux and silver copper braze shims
Temperature: 1292ºF (700ºC)
Frequency: 300kHz
Equipment • DW-UHF-10kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor
• An induction heating coil designed and developed specifically for this application.
Process: A two turn rectangular helical coil is used to heat the carbide and steel to 1292ºF (700ºC) for 4 to 5 minutes. Three braze shims control the amount of braze and the even heat allows for
a good flow of braze creating an aesthetically pleasing bond.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Consistent, repeatable aesthetically pleasing brazes
• Even distribution of heating
https://dw-inductionheater.com/brazing-carbide-to-steel-shank.html?feed_id=250672&_unique_id=6674711612cba
2024年6月19日星期三
Brazing Automotive Parts With Induction
 Brazing Automotive Parts With Induction
Objective: To braze a automotive steel tube to a steel “T” fitting
Material 1” (25.4mm) diameter steel tubing, steel fitting, braze slug and black flux
Temperature 1400ºF (760ºC)
Frequency 200 kHz
Equipment • DW-UHF-10 kW induction heating system, equipped with a remote workhead containing two 1.0μF capacitors for a total of 0.5 μF
• An induction heating coil designed and developed specifically for this application.
Process A four turn split helical coil is used to heat the steel assembly to 1400ºF (760ºC) for 85 seconds. The coil design allows for the steel fitting to expand away from the steel tube which allows braze to flow through the joint. The amount of braze alloy is controlled by the braze slug allowing for an aesthetically pleasing joint.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Precise and uniform distribution of heating
• The collection of flux on the coil is reduced due to efficient coil design.
https://dw-inductionheater.com/brazing-automotive-parts-with-induction.html?feed_id=250604&_unique_id=6673ba27bf383
Brazing Automotive Parts With Induction
Objective: To braze a automotive steel tube to a steel “T” fitting
Material 1” (25.4mm) diameter steel tubing, steel fitting, braze slug and black flux
Temperature 1400ºF (760ºC)
Frequency 200 kHz
Equipment • DW-UHF-10 kW induction heating system, equipped with a remote workhead containing two 1.0μF capacitors for a total of 0.5 μF
• An induction heating coil designed and developed specifically for this application.
Process A four turn split helical coil is used to heat the steel assembly to 1400ºF (760ºC) for 85 seconds. The coil design allows for the steel fitting to expand away from the steel tube which allows braze to flow through the joint. The amount of braze alloy is controlled by the braze slug allowing for an aesthetically pleasing joint.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Precise and uniform distribution of heating
• The collection of flux on the coil is reduced due to efficient coil design.
https://dw-inductionheater.com/brazing-automotive-parts-with-induction.html?feed_id=250604&_unique_id=6673ba27bf383
Brazing Automotive Parts With Induction
Brazing Automotive Parts With Induction
Objective: To braze a automotive steel tube to a steel “T” fitting
Material 1” (25.4mm) diameter steel tubing, steel fitting, braze slug and black flux
Temperature 1400ºF (760ºC)
Frequency 200 kHz
Equipment • DW-UHF-10 kW induction heating system, equipped with a remote workhead containing two 1.0μF capacitors for a total of 0.5 μF
• An induction heating coil designed and developed specifically for this application.
Process A four turn split helical coil is used to heat the steel assembly to 1400ºF (760ºC) for 85 seconds. The coil design allows for the steel fitting to expand away from the steel tube which allows braze to flow through the joint. The amount of braze alloy is controlled by the braze slug allowing for an aesthetically pleasing joint.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Precise and uniform distribution of heating
• The collection of flux on the coil is reduced due to efficient coil design.
https://dw-inductionheater.com/brazing-automotive-parts-with-induction.html?feed_id=250604&_unique_id=6673ba27b3b46
Induction Brazing Aluminum Automotive
 Induction Brazing Aluminum Automotive
Objective: Heat aluminum for an automotive brazing application
Material: Aluminum tubing 0.50 (12.7mm) dia, an aluminum boss 1” (25.4mm) long, flux filled braze rings
Temperature: 1200 ºF (649 ºC)
Frequency: 370 kHz
Equipment • DW-UHF-10KW induction heating system, equipped with a remote workhead containing one 1.0μF capacitors for a total of 1.0 μF
• An induction heating coil designed and developed specifically for this application.
Process A multi turn pancake coil is used to heat the joint between the aluminum tubing and boss. The joint heats to temperature in 1.5 minutes and the braze ring melts forming a clean brazed
joint.
Results/Benefits Induction heating provides:
• Hands-free heating that involves minimal operator skill for manufacturing
• Flameless application
• Reliable, repeatable aesthetically pleasing braze joint
• Even distribution of heating
https://dw-inductionheater.com/induction-brazing-aluminum-automotive.html?feed_id=250536&_unique_id=6673038dc8332
Induction Brazing Aluminum Automotive
Objective: Heat aluminum for an automotive brazing application
Material: Aluminum tubing 0.50 (12.7mm) dia, an aluminum boss 1” (25.4mm) long, flux filled braze rings
Temperature: 1200 ºF (649 ºC)
Frequency: 370 kHz
Equipment • DW-UHF-10KW induction heating system, equipped with a remote workhead containing one 1.0μF capacitors for a total of 1.0 μF
• An induction heating coil designed and developed specifically for this application.
Process A multi turn pancake coil is used to heat the joint between the aluminum tubing and boss. The joint heats to temperature in 1.5 minutes and the braze ring melts forming a clean brazed
joint.
Results/Benefits Induction heating provides:
• Hands-free heating that involves minimal operator skill for manufacturing
• Flameless application
• Reliable, repeatable aesthetically pleasing braze joint
• Even distribution of heating
https://dw-inductionheater.com/induction-brazing-aluminum-automotive.html?feed_id=250536&_unique_id=6673038dc8332
rail hardening system and scanner for induction quenching solutions

The Evolution and Impact of Rail Hardening Systems and Scanners on Modern Railways
In the industrial landscape, the evolution of metallurgical processes and the adoption of advanced machining technologies have been pivotal in enhancing the operational efficacy and longevity of crucial components. Among the myriad of innovations, the development and application of CNC (Computer Numerical Control) induction rail hardening systems stand out as a cornerstone in the advancement of railway infrastructure. This essay delves into the intricacies of this technology, exploring its principles, components, benefits, challenges, and the ongoing research aimed at refining and optimizing the process.
The Principle of Induction Rail Hardening
At the heart of CNC induction rail hardening technology lies the principle of electromagnetic induction, a process that has revolutionized the way steel rails are hardened. This method involves the heating of steel rails to the austenitizing temperature, followed by a rapid cooling or quenching phase. The transformation induced by this thermal cycling alters the microstructure of the steel, significantly enhancing its hardness and, consequently, its durability and wear resistance. The precise control afforded by CNC technology makes it possible to achieve consistent and optimal hardening results, tailored to the specific requirements of different rail profiles and compositions.
Key Components of CNC Induction Rail Hardening Machines
The efficacy of CNC induction rail hardening scanners can be attributed to their sophisticated components, which include induction coils for precise heating, quenching systems for controlled cooling, and advanced control systems. These control systems are the linchpins of the machinery, enabling real-time monitoring and adjustment of the hardening process. This level of precision ensures that the rails undergo uniform hardening, thereby maintaining their dimensional accuracy and structural integrity.
Benefits of CNC Induction Rail Hardening
The transition to CNC induction rail hardening offers a plethora of benefits over traditional furnace heating methods. Firstly, the process is markedly more energy efficient, reducing the carbon footprint associated with rail manufacturing and maintenance. Furthermore, the enhanced durability and wear resistance of the rails translate to lower maintenance costs and longer service lives, contributing to the cost-effectiveness and sustainability of railway infrastructure. Additionally, CNC induction rail hardening machines are inherently more flexible, capable of accommodating a wide range of rail profiles and compositions with minimal adjustments.
Challenges and Solutions
Despite its advantages, the induction rail hardening process is not without its challenges. One of the primary concerns is ensuring the compatibility of the material, as only certain steel compositions are amenable to this hardening technique. Moreover, the complexity of the machinery necessitates a high degree of expertise in operation and maintenance. However, ongoing research and development efforts are directed towards overcoming these hurdles. Innovations in machine design and control algorithms are expanding the scope of compatible materials and simplifying the operational demands of the technology.The Future Direction of CNC Induction Rail Hardening Technology
The future of CNC induction rail hardening is replete with possibilities. Research is ongoing to further enhance the energy efficiency and environmental compatibility of the process. Efforts are also underway to broaden the range of materials that can be effectively hardened, encompassing a wider variety of steel grades and compositions. Moreover, advancements in CNC technology and control systems promise to render the process even more precise and adaptable, thereby extending the benefits of induction rail hardening to a broader array of railway applications.
Product Details:
Work-piece length ≤10000mm Working table level travelling distance ≤11000mm Transformer travelling distacne ≤800mm continuously adjustable Quenching travelling speed 2 ~20mm/s continuously adjustable Main Usage Used for all kinds of guide rail type work-piece induction quenching & induction tempering Feature Adopting two -axial association digital control system to control transformer and working table respectively, to make sure the transform positioning accurately. Adopting advance digital tracking tech, it can program and save different kinds of treatment procedure to meet different requirements. The applications of CNC Induction Rail Hardening Machines include:
The applications of CNC Induction Rail Hardening Machines include:
- Enhancing the durability and wear resistance of railway tracks, leading to reduced maintenance costs and improved safety.
- Improving energy efficiency and promoting environmental sustainability in rail manufacturing and maintenance.
- Accommodating a diverse range of rail profiles and steel compositions, making the technology versatile across different railway applications.
- Ensuring dimensional accuracy and structural integrity of rails, thus enhancing the safety and reliability of railway infrastructure.
- Supporting ongoing research and development efforts to expand material compatibility, enhance energy efficiency, and reduce environmental impacts, contributing to the advancement of railway infrastructure.

Conclusion
CNC induction rail hardening systems and solutions represent a significant leap forward in railway infrastructure technology. By merging the principles of electromagnetic induction with the precision of CNC control, this technology offers a means to significantly enhance the durability, efficiency, and environmental sustainability of steel rails. While challenges remain, the ongoing research and development efforts are paving the way for a future where railways are more durable, cost-effective, and compatible with the imperatives of environmental stewardship. In this evolving industrial narrative, CNC induction rail hardening stands as a testament to the transformative power of innovation, embodying the relentless pursuit of excellence in the realm of material science and machining technology.
https://dw-inductionheater.com/product/rail-hardening-system-and-scanner-for-induction-quenching-solutions?feed_id=250488&_unique_id=6672c1767966f
订阅:
评论 (Atom)
我的简介

- HLQ induction heating machine
- HLQ induction heating machine manufacturer provides the service of induction brazing,melting,hot forming,hardening surface,annealing,shrink fitting,PWHT,etc.