Objective
High Frequency Induction Brazing brass pipe to brass part and a brass tip in under one minute using induction.

Equipment
DW-UHF-6KW-III handheld induction brazing machine
 2 turns coil
Materials
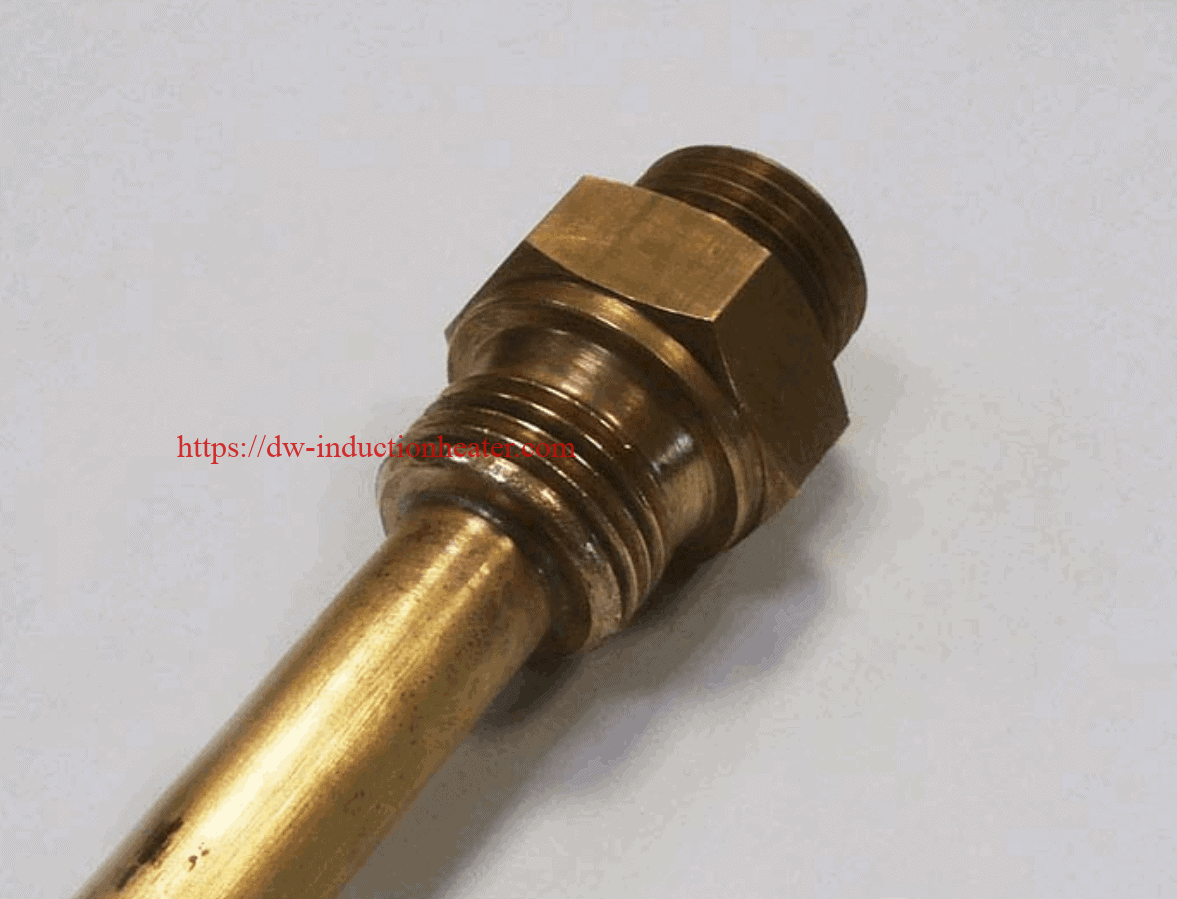
• Wide brass part
• Brass pipe
• Silver-based brazing alloy, provided by customer
2 turns coil
Materials
• Wide brass part
• Brass pipe
• Silver-based brazing alloy, provided by customer
2 turns coil
Materials
• Wide brass part
• Brass pipe
• Silver-based brazing alloy, provided by customer
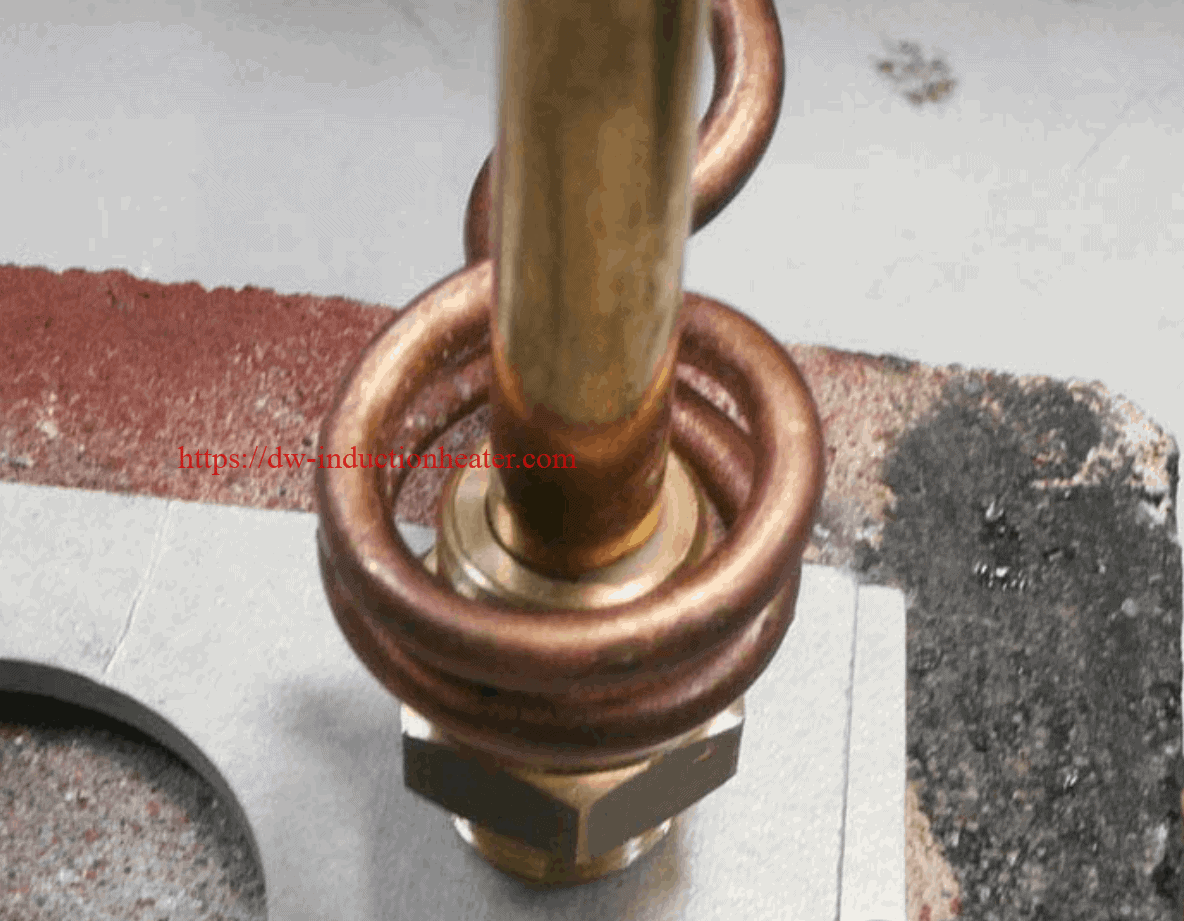
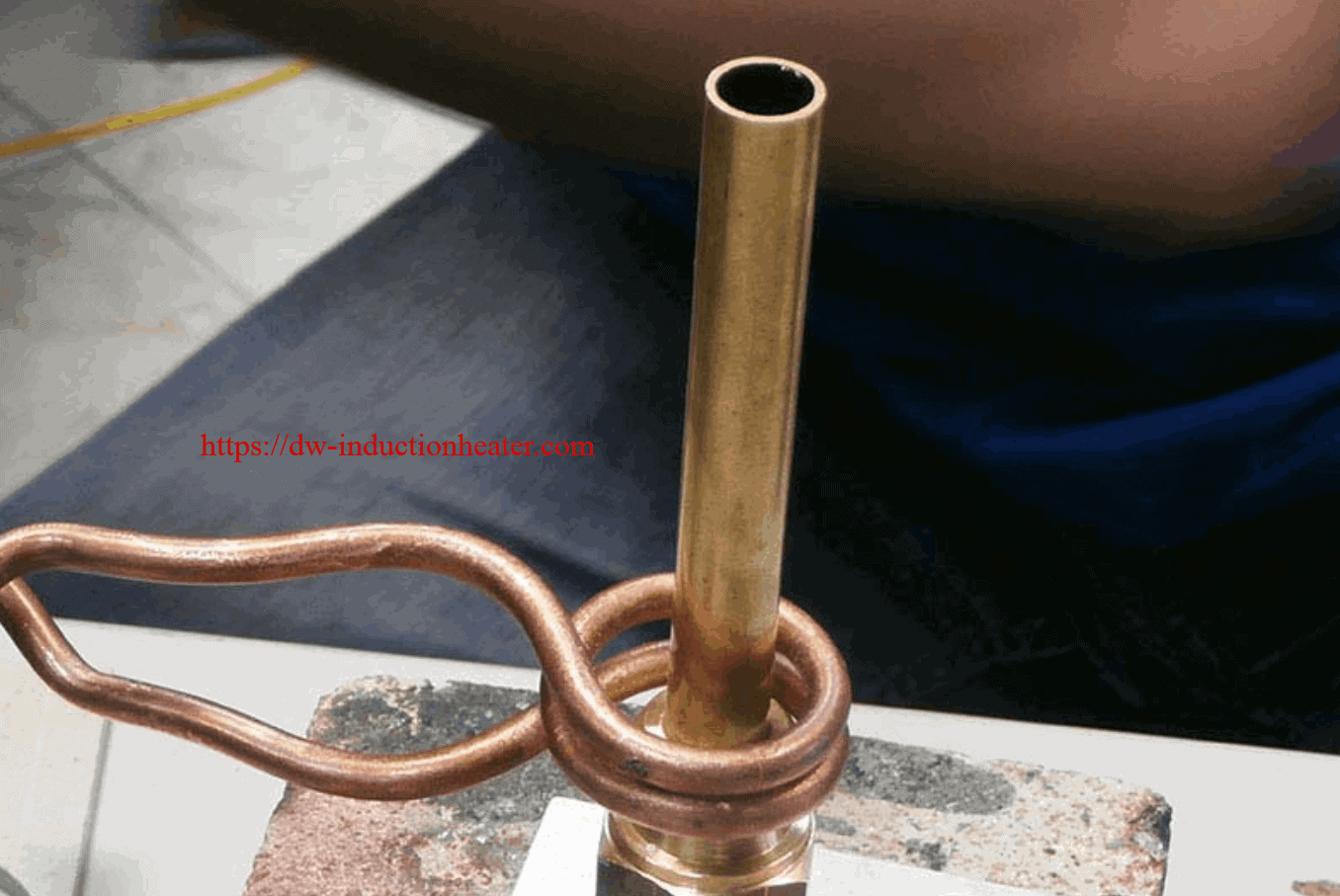
Test 1 – Pipe to wide part:
Key Parameters
Power: 4.4 kW
Temperature: Approximately 1400° F (760° C)
Time: 38 sec
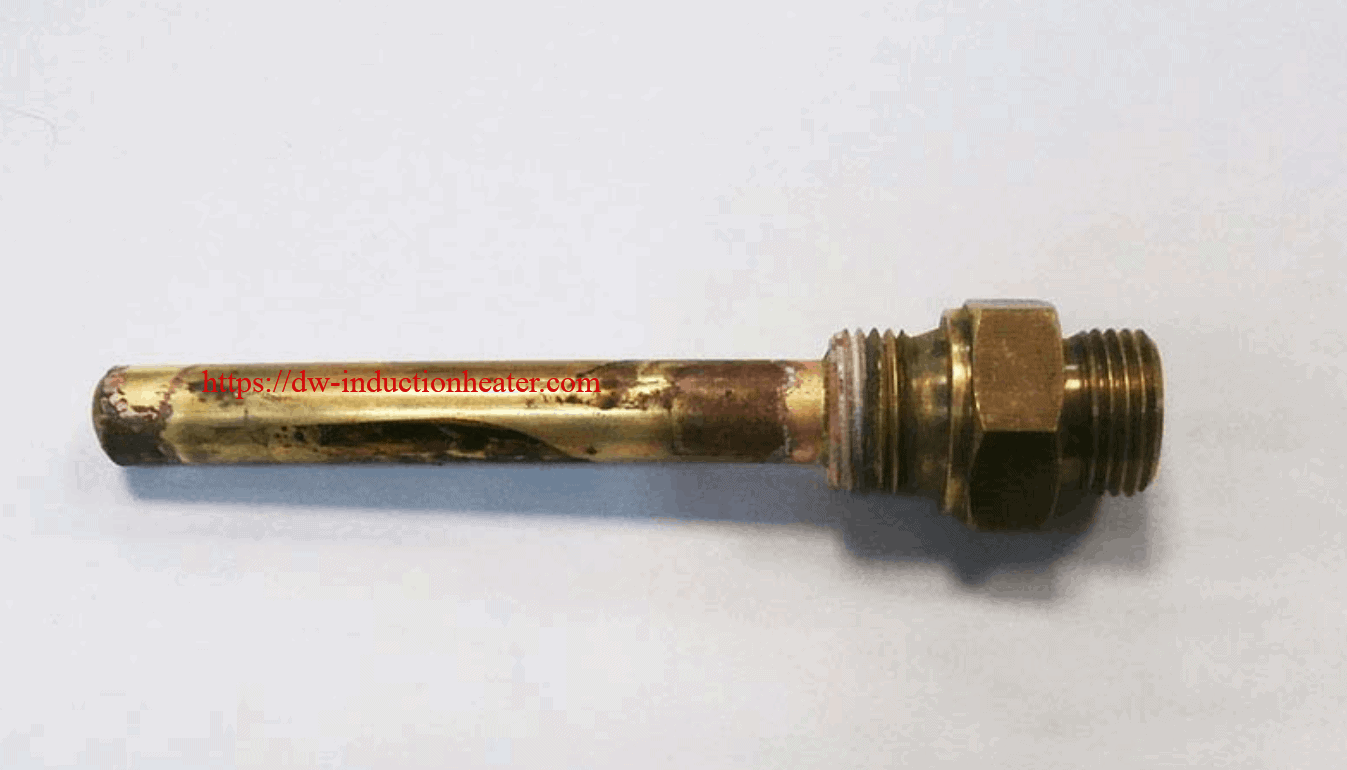
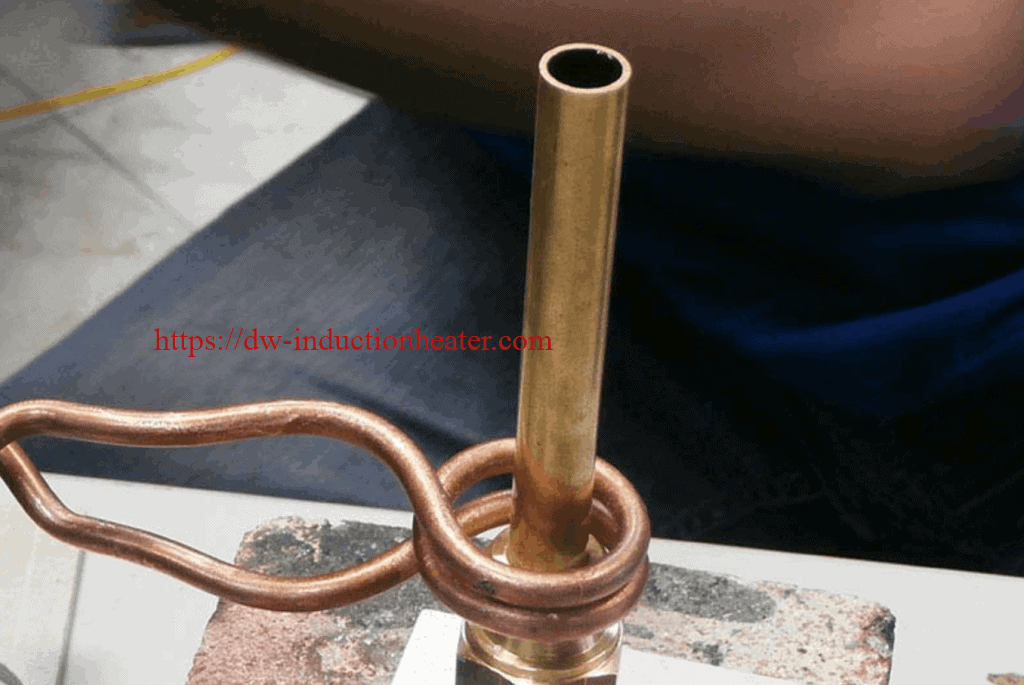
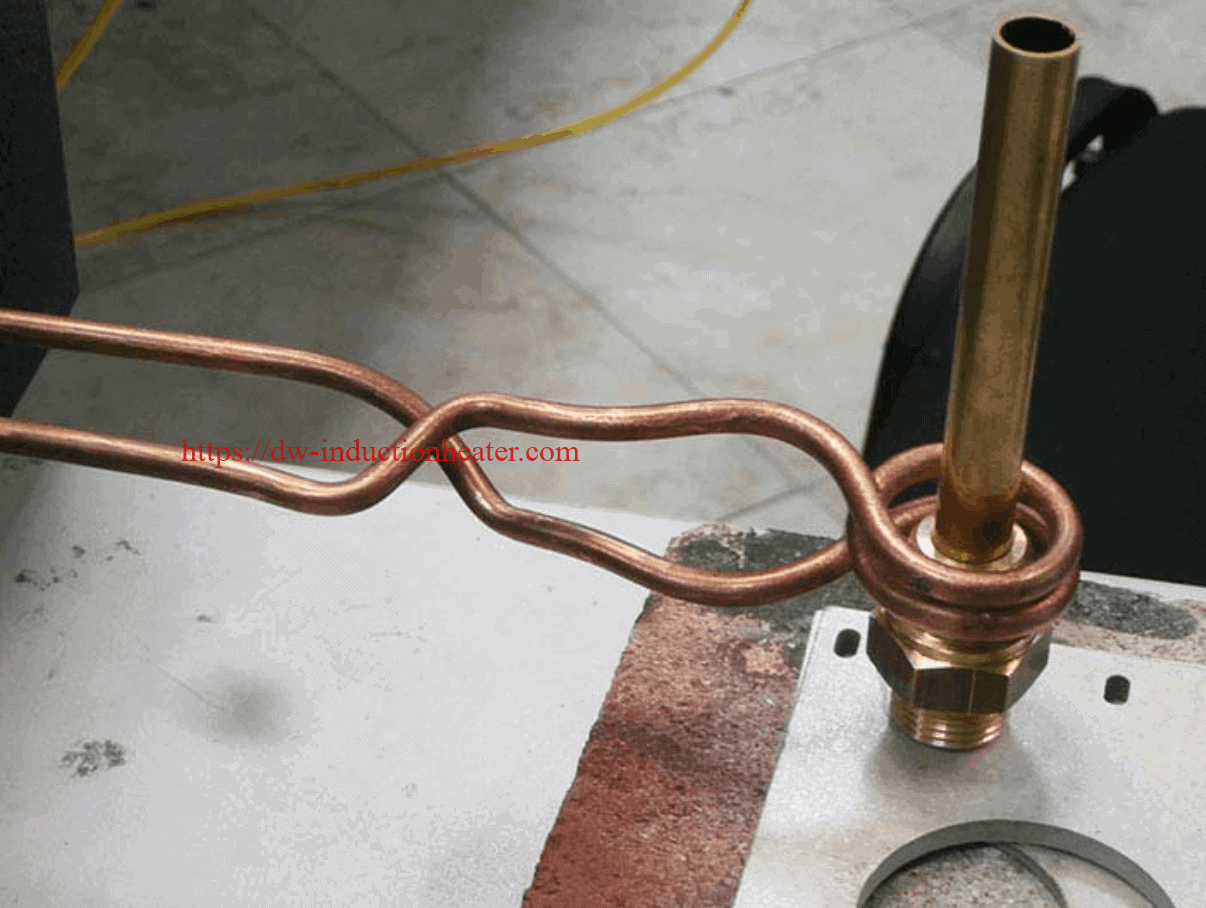
Test 2 – Pipe to tip:
Key Parameters
Power: 4.4 kW
Temperature: Approximately 1400° F (760° C)
Time: 17 sec
Process:
Test 1
 Test 2
Test 2
 Results/Benefits:
Induction heating provides:
Results/Benefits:
Induction heating provides:


- The wide part and brass pipe are assembled and a brazing alloy ring is placed between them.
- The assembly is put inside the induction heating coil and induction heat is applied.
- The joint is completed in 38 seconds.
 Test 2
Test 2
- The tip and pipe are assembled and a brazing alloy ring is placed between them.
- The assembly is put inside the coil and induction heat is applied.
- The joint is completed in 17 seconds.
 Results/Benefits:
Induction heating provides:
Results/Benefits:
Induction heating provides:
- Strong durable joints
- Selective and precise heat zone, resulting in less part distortion and joint stress than welding
- Less oxidation
- Faster heating cycles
- More consistent results and suitability for large volume production, without the need for batch processing
- Safer process than flame brazing