induction brazing copper and brass rods
Objective
Induction Brazing copper and brass rods and strips to replace torch operation. The current torch process results in excessive contaminants on the assembly, and requires extensive rework after the brazing operation.

Equipment
DW-UHF-40KW high frequency induction brazing machine
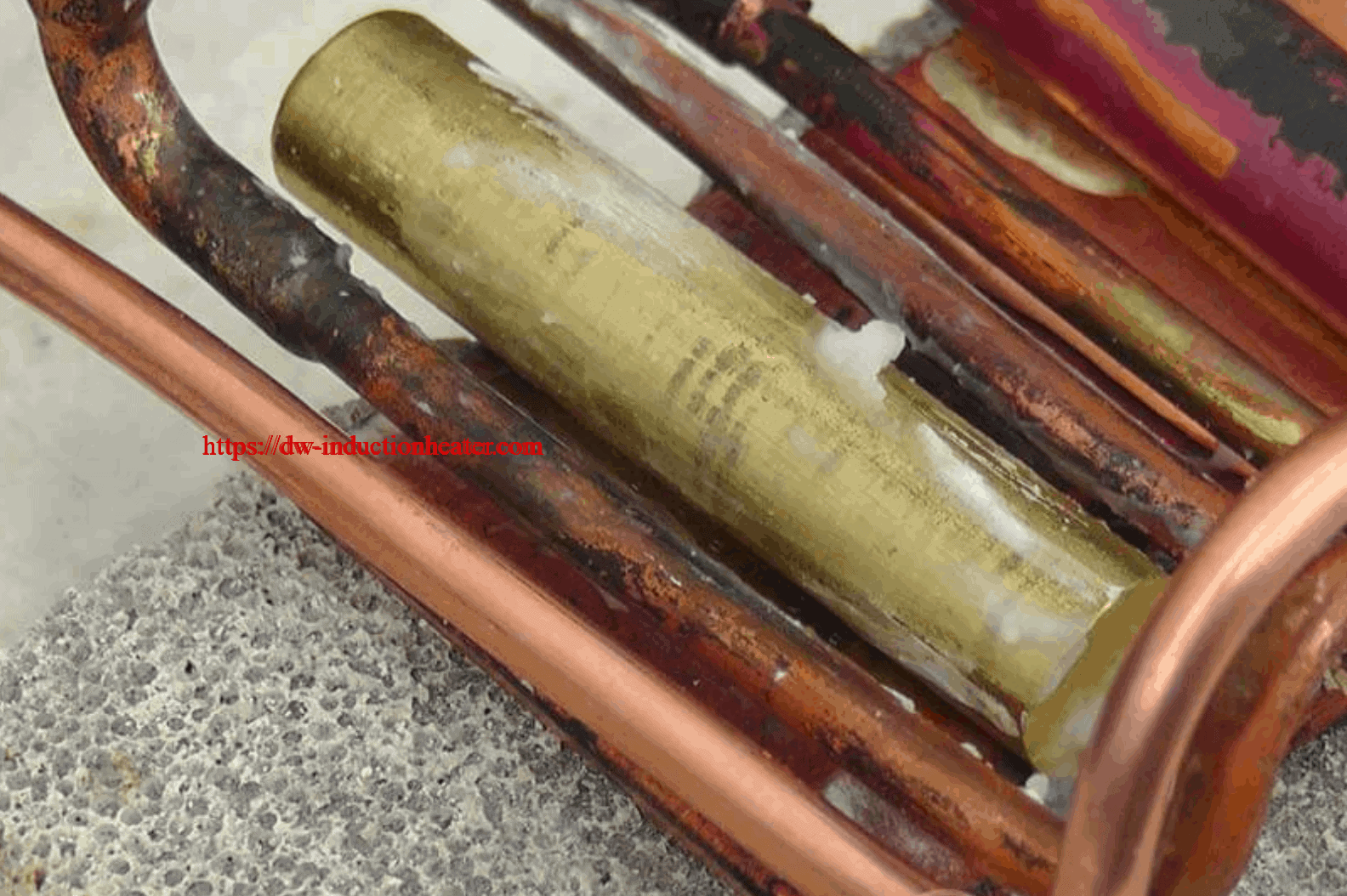
Two turn open end conveyor coil
Materials
• Copper coupon plate and copper rod
• Braze wire – EZ Flo 45
• Braze alloy – 45% Silver, 1/32 DIA
TEST
Power: 30 kW
Temperature: Approximately 1350° F (732° C)
Time: Average time – 25 seconds
Process and Results:
For Induction braze copper coupon plate and copper rod,, EZ Flo 45 braze wire was cut into 2” lengths and placed in the interface area. In a production situation, EZ Flo 45 brazing paste is recommended. The assemblies were set up (see photographs) and heated for an average time of 25s to flow the alloy and achieve the braze.
Due to the metal resistance differential between copper and brass, the brass bar heat preferentially. The coil designed to braze the bars to the plate section heats the rods and the heat is transferred to the plate more by conduction than induction causing the bars to initially reach temperature prior to the plate. If the materials are the same (cooper to copper or brass to brass, this is not a problem. If the bar is copper and the plate is brass there are not issues – only when the bar is brass and the plate is copper. This requires the power to be reduced to allow tie for heat transfer from the brass rod to the copper plate.
Results/Benefits:
- Strong durable joints
- Selective and precise heat zone, resulting in less part distortion and joint stress than welding
- Less oxidation
- Faster heating cycles
- More consistent results and suitability for large volume production, without the need for batch processing
- Safer than flame brazing
 [wpforms id="3947"]
[wpforms id="3947"]
