
What is induction curing?
How does induction curing work? Simply put, line power is converted to alternating current and delivered to a work coil which creates an electromagnetic field within the coil. The piece with the epoxy on it can be metal or a semiconductor such as carbon or graphite. To cure epoxy on non-conductive substrates such as glass, an electrically conductive susceptor can be used to transfer the heat to the non-conductive material.
[caption id="attachment_6981" align="alignnone" width="721"]
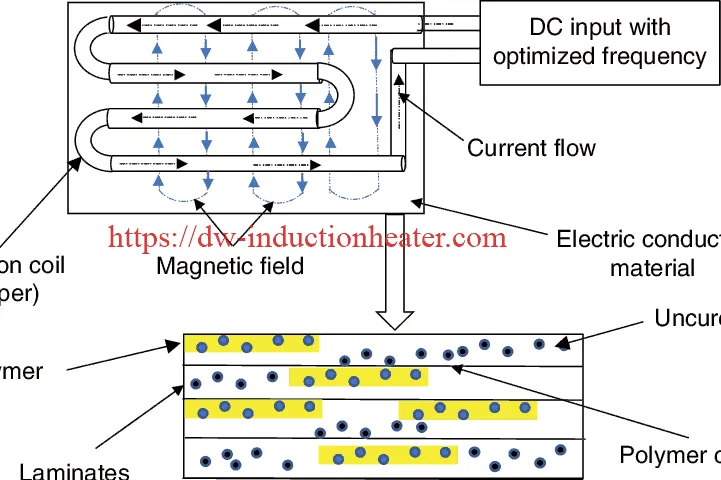 induction curing principle
induction curing principle-theory[/caption]
What are the benefits of induction curing?
Single component epoxy adhesives that are heat cured can use heat from various sources. The most typical is an oven but heat air guns, bake plates and induction curing are also used. Induction curing can greatly reduce the amount of time required to cure the epoxy and minimize the effects of heat on surrounding components as induction heating delivers heat precisely to the adhesive area.
Is induction curing a good option for my application?
Providing your
induction heating equipment specialist and your epoxy adhesive manufacturer information on the following topics will help them to make the best recommendation.
1. Materials or substrates being bonded – Understanding what the substrates are will help determine the heating rate and power needed to cure the adhesive. For example iron heats with less power than is needed to heat aluminium.
2. Size of the components being bonded – Smaller parts require a higher frequency for efficient heating. Larger areas benefit from a lower frequency.
3. Epoxy requirements – There is a min/max threshold for curing epoxy. The minimum temperature required to effect cure and the maximum temperature allowed prior to the breakdown of the epoxy.
Induction Curing for Bonding of Quartz Chip to a Steel Cylinder
A company in the Automotive industry is looking for an induction heating system that can reach the temperature of 175° C (347°F) and hold it within the tight tolerance of +/- 3 C.
Induction heating will heat a steel cylinder to cure an adhesive for bonding of a quartz chip. Induction heating is a preferred method because it provides faster, controlled and more uniform heating.
 Industry:
Industry: Automotive
Equipment: DW-UHF-10kW induction heating system is recommended for this curing application to ramp up and hold the desired temperature.
Process:
The goal of this induction curing application is to heat two sides of a steel cylinder which is 1.064” (2.70 cm) OD, 7.25” (18.41 cm) long with a 1” (2.54 cm) heat zone up to 175 C (347°F) and hold that temperature for 60 seconds in order to perform bonding application. The desired temperature was reached in 13 seconds. A K-type temperature controller was used to measure the temperature.
[caption id="attachment_6979" align="alignnone" width="1024"]

induction curing process[/caption]
Induction Curing for Bonding of Quartz Chip to a Steel Cylinder
https://dw-inductionheater.com/induction-curing.html?feed_id=233923&_unique_id=65c9c47b0bee7
