induction surface hardening steel screws
Objective:
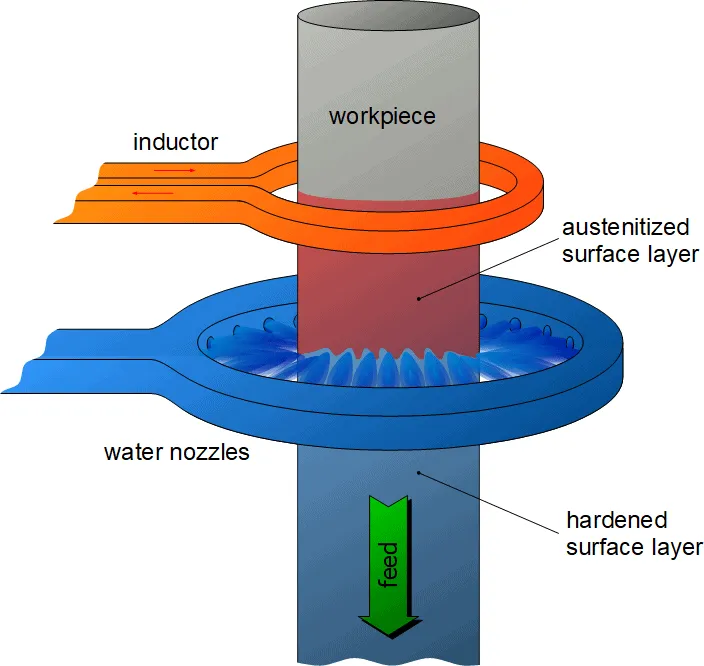
Rapid surface induction hardening steel screws

Material: Steel screws .25” (6.3mm) diameter
Temperature: 932 ºF (500 ºC)
Frequency: 344 kHz
Equipment
• DW-UHF-10kW induction heating system, equipped with a remote workhead containing two 0.3μF capacitors for a total of 0.17μF
• An induction heating coil designed and developed specifically for this application.
Induction Hardening Process
A three turn channel coil is used to heat 9 screws at a time.
Power is applied for 3 seconds to reach 932 ºF (500 ºC) and achieve the required hardness. The screws travel through the coil head down in an automated system at a rate of 200 screws per minute
Results/Benefits Induction heating provides:
• Precise application of heat
• Faster process time and production rates
• Ability to incorporate into existing production lines
• Repeatable, consistent results

