What is induction shrink fitting?
Induction shrink fitting is a simple operation involving either contraction or expansion of one component on another to cause interference and the development of pressure, holding the two components together mechanically. Each method of securing parts in an assembly has unique advantages. In the case of shrink fitting, parts made from any metal can be assembled: steel to steel, steel to copper, aluminum to steel, magnesium to steel, etc. Usually, the temperatures involved in heating for expansion are significantly lower to avoid changes in metallurgical structure as in tempering or melting. Due to the possibility of stress concentrations, the influence of shrink fitting should be evaluated in critical assemblies. In practice, the operation is simple, requiring minimal preparation of surfaces, minimal control, and no cleaning after assembly frequently. Since the securing force is mechanical, superficial oxidation or tarnishing does not interfere, avoiding any need for the use of flux. Parts assembled by shrink fitting can be disassembled by selectively heating the outside component. This procedure is especially suitable for induction heating with its rapid heating rate and accuracy, permitting replacement of worn parts or correction of alignment.
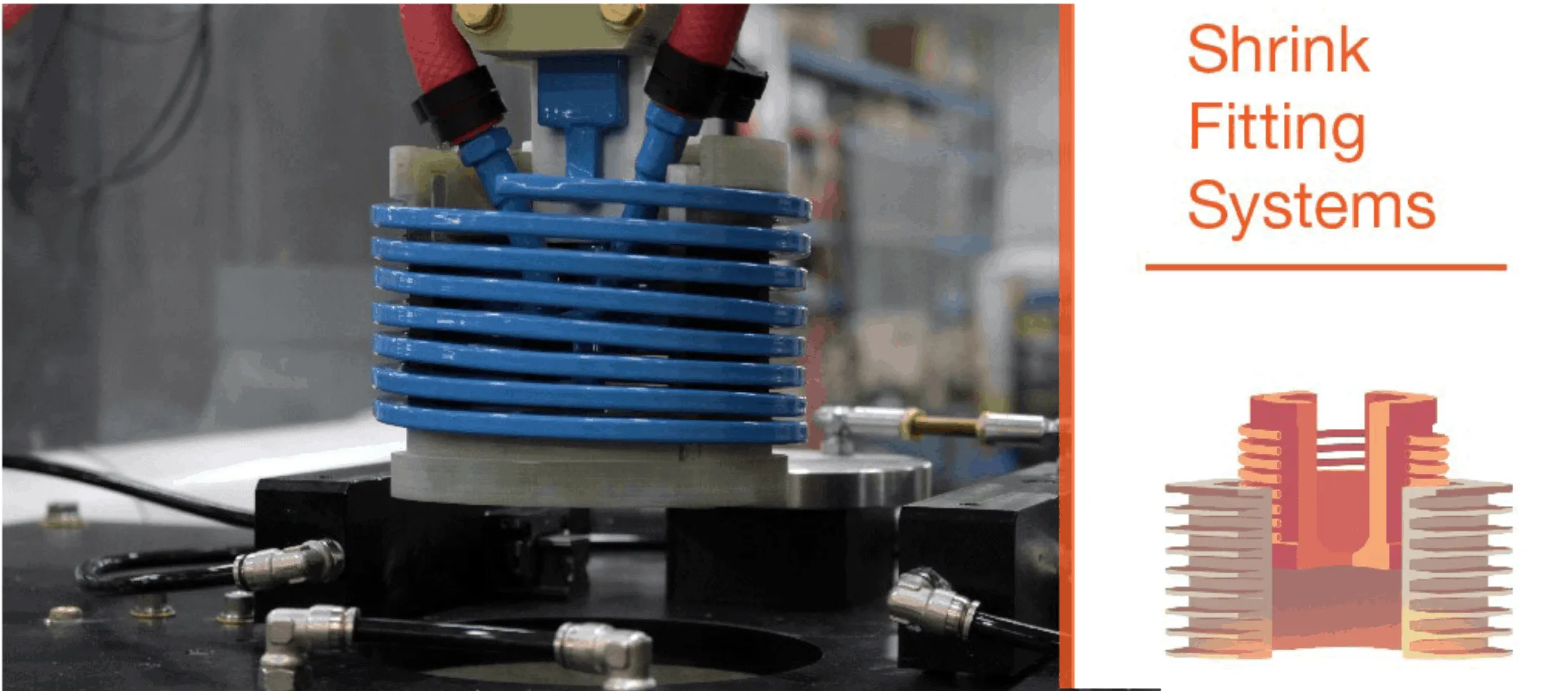
Induction heating often offers unique advantages in shrink fitting. Heating may be localized, providing sufficient expansion locally for a shrink-fit without heating a whole large casting or carefully machined component, minimizing distortion. This rapid, selective heating also facilitates the dis-assembly of shrink-fitted components, as noted above. Additionally, induction heating provides a flameless, fast, repeatable process that can be incorporated in production for minimum handling and easy automation.
HLQ induction heating systems are used in the automotive industry to shrink fit gears and rings. They are also employed to repair planes, trains and trucks. Our mobile systems are used for shrink fitting tasks on offshore platforms and are increasingly used to remove the giant nuts and bolts in the turbines of power stations.
Typically, metals will expand in response to heating and contract when it is cooling. This dimensional response to temperature change is known as thermal expansion. Induction shrink fitting is where we use this effect to either fit or remove parts. A metal component is heated to between 150 °C and 300 °C which causes it to expand and allow for the insertion or removal of another component. When, for example, fitting two parts of pipe together, one part is heated until its diameter is expanded enough to be fitted over the other part. When the adjoined parts return to ambient temperature, the joint becomes strained and strong – ‘shrink fitted’. Likewise, thermal expansion can be used loosen the joint before disassembly.
In practice, the operation is simple, requiring minimal preparation of surfaces, minimal control, and no cleaning after assembly frequently. Since the securing force is mechanical, superficial oxidation or tarnishing does not interfere, avoiding any need for the use of flux. Parts assembled by shrink fitting can be disassembled by selectively heating the outside component. This procedure is especially suitable for induction heating with its rapid heating rate and accuracy, permitting replacement of worn parts or correction of alignment.
Induction heating often offers unique advantages in shrink fitting. Heating may be localized, providing sufficient expansion locally for a shrink-fit without heating a whole large casting or carefully machined component, minimizing distortion. This rapid, selective heating also facilitates the dis-assembly of shrink-fitted components, as noted above. Additionally, induction heating provides a flameless, fast, repeatable process that can be incorporated in production for minimum handling and easy automation.
HLQ induction heating systems are used in the automotive industry to shrink fit gears and rings. They are also employed to repair planes, trains and trucks. Our mobile systems are used for shrink fitting tasks on offshore platforms and are increasingly used to remove the giant nuts and bolts in the turbines of power stations.
Typically, metals will expand in response to heating and contract when it is cooling. This dimensional response to temperature change is known as thermal expansion. Induction shrink fitting is where we use this effect to either fit or remove parts. A metal component is heated to between 150 °C and 300 °C which causes it to expand and allow for the insertion or removal of another component. When, for example, fitting two parts of pipe together, one part is heated until its diameter is expanded enough to be fitted over the other part. When the adjoined parts return to ambient temperature, the joint becomes strained and strong – ‘shrink fitted’. Likewise, thermal expansion can be used loosen the joint before disassembly.

What are the benefits?
Process controllability, consistency, accuracy and speed are key benefits of induction shrink fitting. Induction heat delivery is very accurate. Due to the heat being generated within the component, you only heat the part you want to heat, not the atmosphere around it. As well as reducing the risk of ovality, this is energy efficient. Additionally, since induction produces extremely uniform consistent heat, this often allows less heat to be used. Temperature control is accurate with precise control of ramp-up times and holding temperatures. Unlike traditional heating methods, induction involves no naked flame. This allows induction shrink fitting to be used in a wide variety of applications in volatile environments, in particular in petrochemical applications. Where is it used?
Where is it used?
A wide variety of industries and applications can benefit from induction shrink fitting. Our induction heating systems are used in the automotive industry to shrink fit gears, bearing and rings. They are employed in the mechanical industry as well as in the maintenance of planes and trains. Our mobile systems are used for shrink fitting tasks on ships and offshore platforms and are increasingly used to fit and remove the giant nuts and bolts in the turbines of power stations as well as the bearings and shafts in wind power generators.
The induction shrink fitting technique is commonly used for the following processes:
• Fitting in gear wheels (pinions on shafts, etc.) • Covers for refrigerant compressors • Morse tapers for machine-tools • Rotating parts for turbines.Fives meets the specifications of all types of technologically advanced segments of the aerospace industry with processes that guarantee induction shrink fitting precision and do not contaminate inner surfaces, especially when assembling fragile parts.


