2022年2月17日星期四
Induction Heating Steel Part For Hot Heading
Induction Heating Steel Part For Hot Heading With IGBT Induction Heater
Objective Heating steel parts to 1900ºF (1038ºC) for hot heading application
Material Steel parts with 7/16” (11.11mm) OD and ceramic piece
Temperature 1900 ºF (1038ºC)
Frequency 440 kHz
Equipment • DW-UHF-6kW induction heating system, equipped with a remote workhead containing one 0.66μF capacitor.
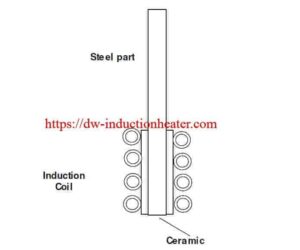
• An induction heating coil, designed and developed specifically for this application.
Process A four turn helical coil with ceramic insert is used to heat a 0.75” (19mm) section of the part to 1900ºF (1038ºC) for 7.5 seconds. A ceramic piece is so the part does not come in
contact with the coil.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Direct application of the heat on the work piece with precision and consistency
• Even distribution of heating
• Low pressure and minimal residual part stress